СПЕЦИАЛЬНЫЕ ТЕХНОЛОГИИ ЛИТЕЙНОГО ПРОИЗВОДСТВА
202
Таким образом, установлено, что первостепенное влияние на образование
газовых дефектов в отливках, изготавливаемых в вакуумируемых формах,
оказывает величина разрежения в поровом пространстве песчаного наполнителя.
Именно этот фактор заставляет чутко реагировать систему песчаный
наполнитель формы – заливаемый расплав таким образом, что в конечном итоге
от его значения зависят как состояние формы (ее прочность), так и качество
отливок, изготавливаемых в этих формах.
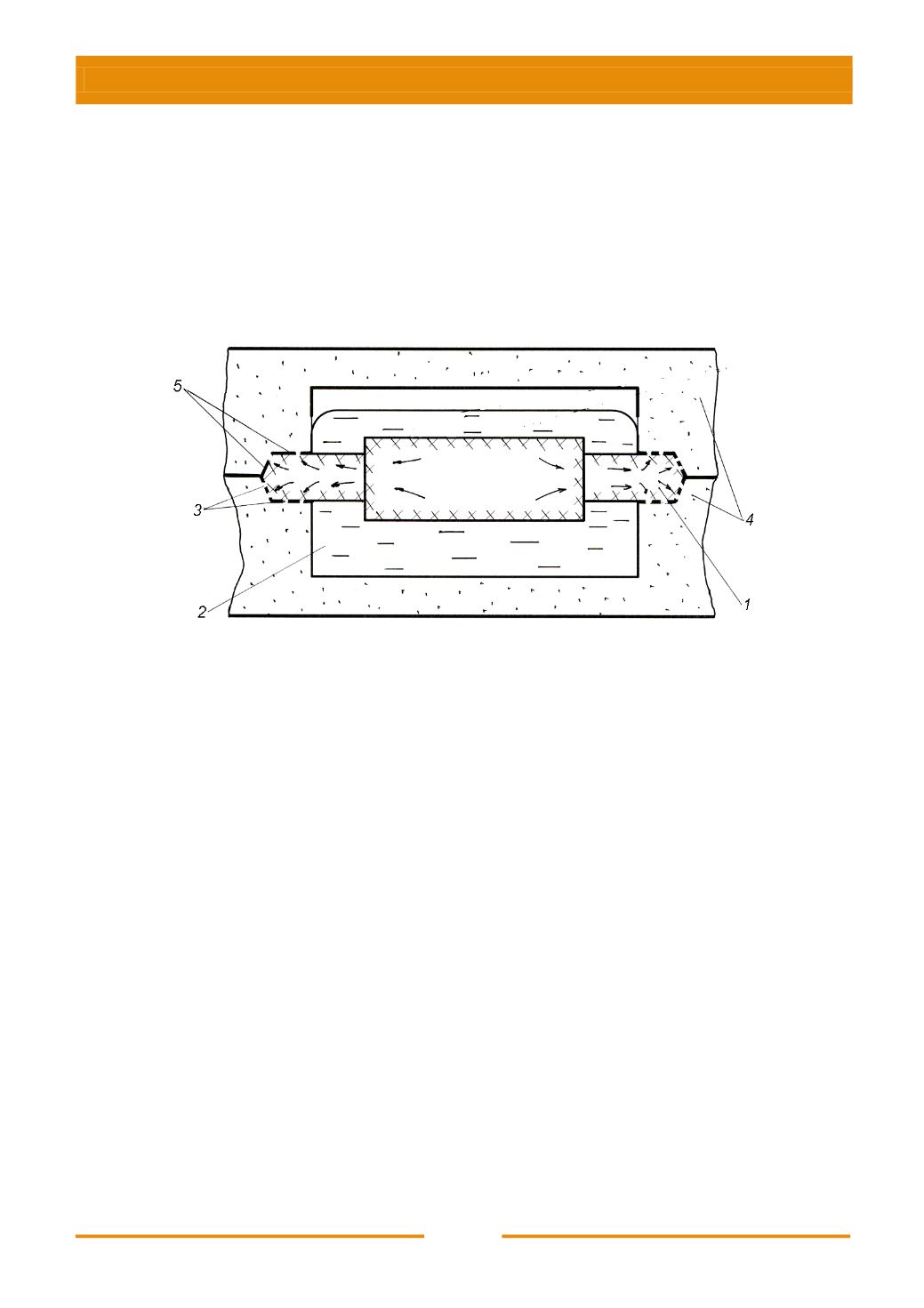
Рис. 6.22. Схема принудительной эвакуации газов из стержня
при заливке вакуумируемой формы:
1
– стержень;
2
– заливаемый расплав;
3
– наколы в полимерной пленке в
знаковых частях формы;
4
– вакуумируемые полуформы;
5
– полимерная пленка, оформляющая знаковую часть
Чем больше разрежение в поровом объеме песчаного наполнителя
формы, тем меньше величина абсолютного давления в рабочей полости при ее
разгерметизации под действием температуры заливаемого расплава. При
меньшем значении абсолютного давления над зеркалом расплава в полости
формы появляется бóльшая вероятность зарождения газовых пузырей в самом
расплаве. Интенсивность зарождения газового пузыря может быть
представлена выражением [66]
)
/(
KT Pv U
Ae J
,
(6.20)
где
А
– константа, имеющая порядок, не больший, чем число Авогадро;
U
–
работа на преодоление сил взаимодействия частиц жидкого металла;
P
–
давление над зеркалом металла;
v
– объем газового пузыря;
K
– постоянная
Больцмана 1,37
10
-16
;
T
– температура заливаемого расплава.
Из сказанного выше следует, что для того, чтобы предотвратить
образование газовых включений в расплаве, заливаемом в ВПФ, необходимо в
ее рабочей полости поддерживать атмосферное давление. Последнее можно


