СПЕЦИАЛЬНЫЕ ТЕХНОЛОГИИ ЛИТЕЙНОГО ПРОИЗВОДСТВА
170
пленка сэвилен марки 11304-075, ТУ 6-05-1636-97. Оптимальная толщина
пленки, применяемой для облицовывания модельных комплектов, должна
находиться в пределах 75…100 микрон.
Свойства такой пленки позволяют получать качественные отпечатки
модельного комплекта при его оформлении, при относительно низкой
температуре нагрева (75…80
С). При этом характерные складки пленки на
выступающих углах модельных комплектов имеют минимальные размеры.
Высокая стойкость пленки к растрескиванию под действием окружающей среды
позволяет ее длительное складское хранение без риска потерять ее
эксплуатационные свойства.
На практике для герметизации контрлада вакуумно-пленочных форм, как
правило, используют недорогую и более доступную, с точки зрения ее
приобретения, полиэтиленовую пленку. Не подвергаясь тепловому и
механическому воздействию, подобно пленке, оформляющей модельный
комплект, полиэтиленовая пленка вполне надежно может выполнять роль
герметизирующего покрытия контрлада вакуумируемой формы.
Практическое применение других видов герметизирующих покрытий,
которые в достаточном количестве описываются в специальной технической
литературе, приводит лишь к снижению производительности метода. Кроме того
адекватной замены полимерным пленкам на автоматических линиях по
изготовлению вакуумируемых форм, в настоящее время не предполагается.
6.4. Опоки для вакуумно-пленочных форм
По мере развития технологии вакуумно-пленочной формовки опоки, как
составная часть технологической оснастки претерпевали определенные
конструктивные изменения. Эти изменения и связанные с ними особенности,
прежде всего, определялись габаритами форм и способами их изготовления –
ручным или машинным. Основным показателем конструктивных особенностей
опок для вакуумно-пленочных форм является место расположения
откачивающих элементов, с помощью которых в форме создается разрежение.
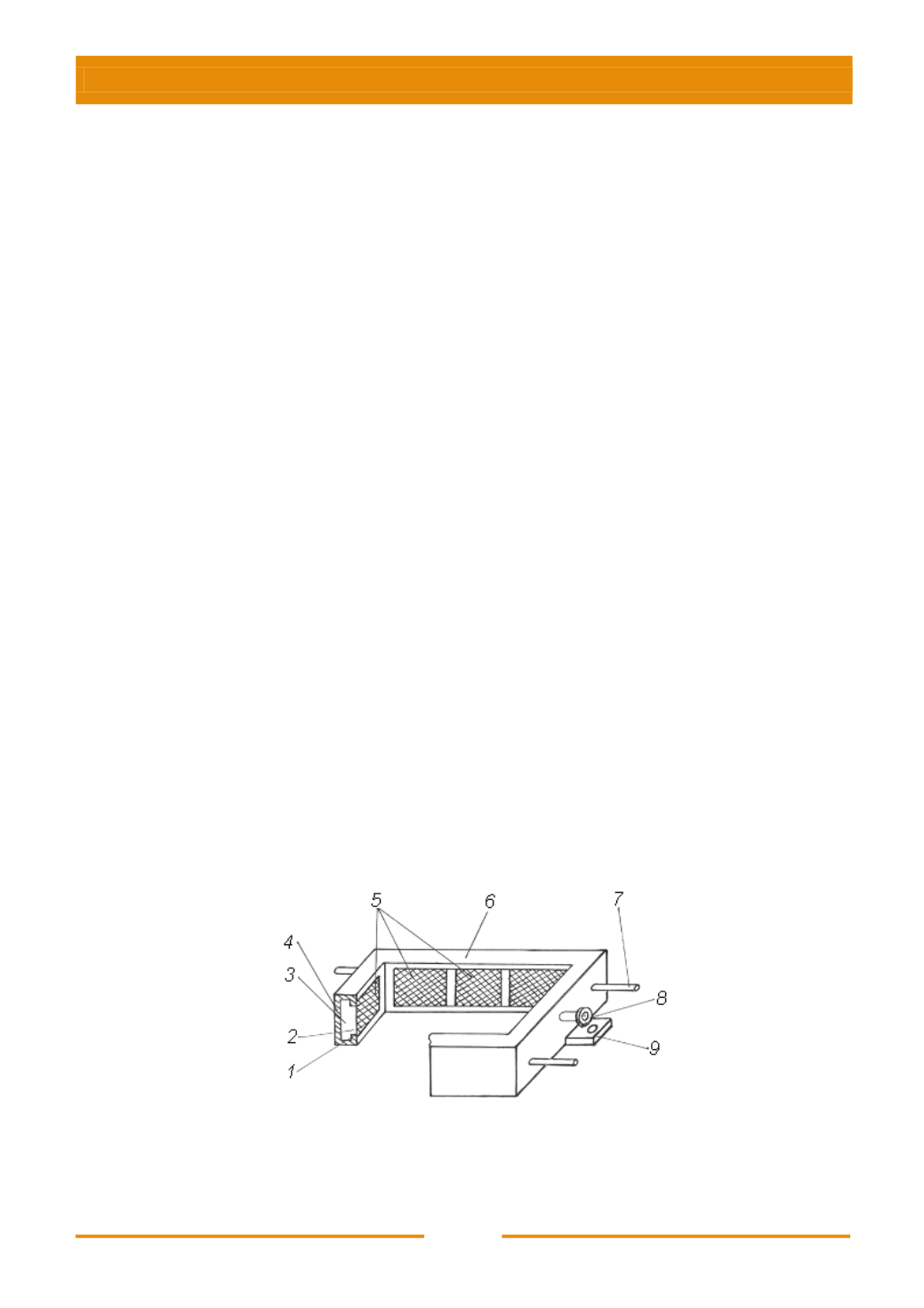
Рис. 6.2. Опока для вакуумно-пленочных форм:
1
– внутренняя стенка;
2
– окна;
3
– полость;
4
– наружная стенка;
5
– фильтрующие элементы;
6
– корпус;
7
– ручки;
8
– штуцер;
9
– втулка


