СПЕЦИАЛЬНЫЕ ТЕХНОЛОГИИ ЛИТЕЙНОГО ПРОИЗВОДСТВА
116
деталей типа стакана, поэтому в работе
45
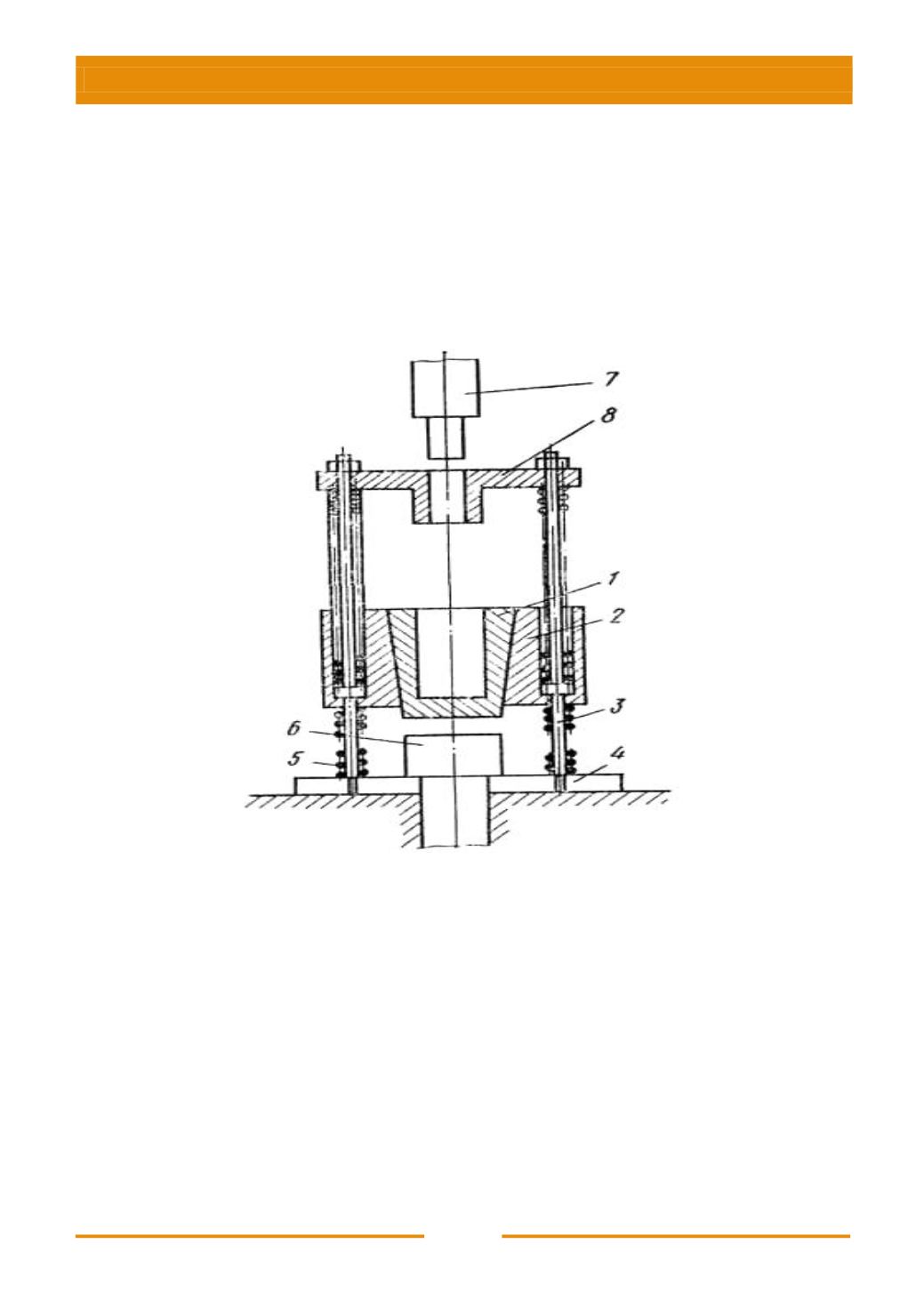
предложена простая и надежная
конструкция прессформы с разъемной матрицей
1
(рис. 5.2), вложенной в конус
наружной обоймы
2
, которая установлена на пружинах
5
над монтажной плитой
4 с помощью четырех стоек
3
.
Толкатель
6
помещается вне матрицы на монтажной плите, которая в свою
очередь крепится к нижней плите пресса. Между матрицей и толкателем должен
быть зазор 5…8 мм; пуансон
7
и съемник
8
обычные.
Рис. 5.2. Схема пресс-формы с разъемной матрицей для ЛКД:
1
– матрица;
2
– обойма;
3
– стойка;
4
– монтажная плита;
5
– пружина;
6
– толкатель;
7
– пуансон;
8
– съёмник
После заливки в матрицу мерной порции металла пуансон
7
опускается,
захватывает съемник
8
и входит в матрицу, вытесняя металл и образуя
конфигурацию детали. При этом пружины
5
сжимаются, обойма 2 оседает и
матрица
1
, выбирая зазор, устанавливается на жесткий толкатель
6
. Во время
прессования металла раскрытие матрицы исключается, так как пружины
5
постоянно поджимают к ней обойму
2
, а установка «в конус» (5…10
)
обеспечивает ее надежное запирание.


