СПЕЦИАЛЬНЫЕ ТЕХНОЛОГИИ ЛИТЕЙНОГО ПРОИЗВОДСТВА
113
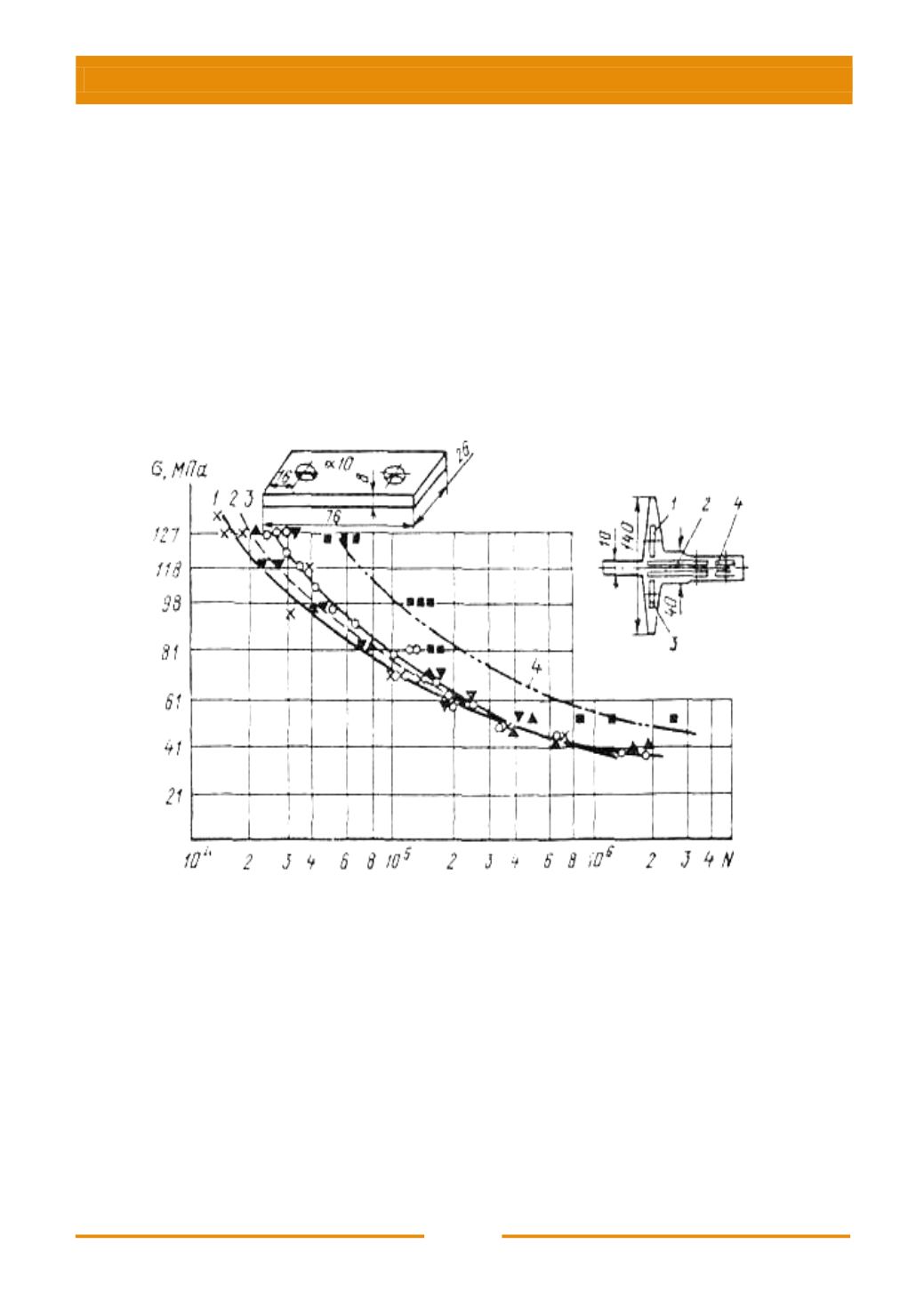
Результаты усталостных испытаний образцов, вырезанных из разных зон
массивного элемента (
2
и
4
) и из верхнего (
1
) и нижнего (
3
) ребер отливки,
приведены на рис. 4.22. Номера кривых выносливости соответствуют номерам
зон отливки, из которых изготовлены образцы для испытания.
Испытания проводили на усталостной резонансной машине УРМ-2000 с
частотой нагружения 40 Гц и коэффициентом асимметрии цикла 0,1. Как
видно, выносливость образцов из верхнего ребра (место установки выпора)
меньше, чем из нижнего. Выносливость образцов, вырезанных из переходной
зоны проушин, не уступает образцам из литой зоны. Деформированная зона
при степени деформации 25…30 % по выносливости намного превосходит
литую и переходную и незначительно уступает образцам из поковки сплава
АК4-1ч (после термообработки по режиму Т1).
Рис. 4.22. Кривые выносливости образцов, вырезанных из различных зон
проушин локально-деформированного элемента отливки
Выполненные работы подтверждают возможность равноценной замены
нерациональных заготовок из сплавов АК4-1ч, AK6 и других на локально-
деформированные литые заготовки из сплавов АМ4,5Кд (ВАЛ10) и ВАЛ14.
Предлагаемый процесс позволяет вплотную подойти к вопросу управления
структурой и свойствами детали и обеспечить проектирование конструкций с
минимальными избытками прочности без назначения в опасных сечениях
деталей дополнительных коэффициентов безопасности.
Комбинированный малоотходный технологический процесс получения
нагруженных деталей повышенного ресурса из сплава ВАЛ10 предназначен для


