СПЕЦИАЛЬНЫЕ ТЕХНОЛОГИИ ЛИТЕЙНОГО ПРОИЗВОДСТВА
111
основан на особенностях конструирования силовых элементов типа кронштейна,
диафрагмы, профиля и т.д. Сущность процесса заключается в получении
отливки сложной конфигурации с необрабатываемыми несопрягаемыми
поверхностями, поднутрениями и вырезами в нерасчетных сечениях детали.
Опасные сечения детали, имеющие конструктивные концентраторы
напряжений, оформляются специальными технологическими припусками и
перемычками, чтобы обеспечить возможность локальной штамповки с заданной
степенью деформации.
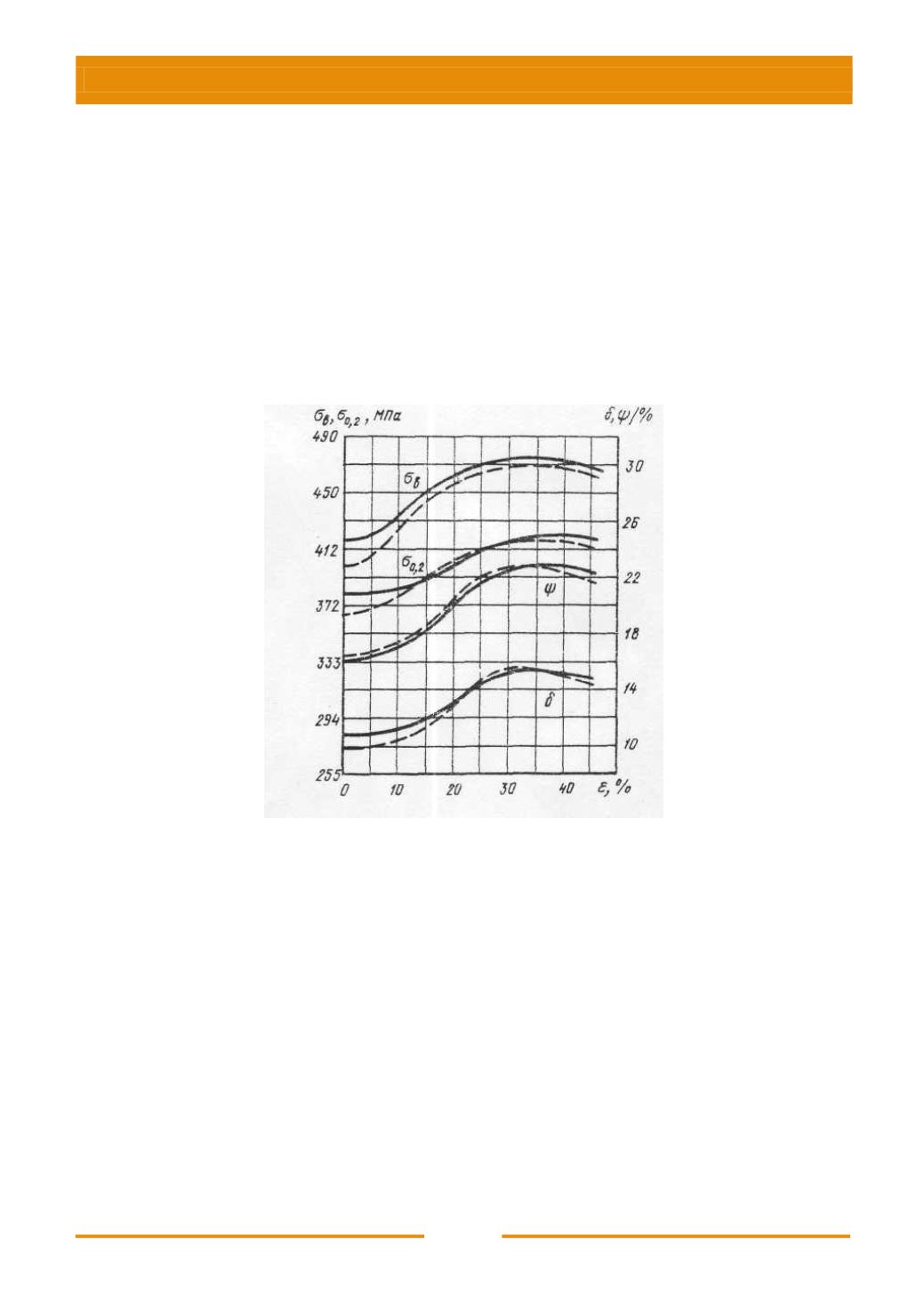
На рис. 4.21 показано изменение механических свойств в зависимости от
степени деформации локально-деформированных элементов отливки после
термообработки по режиму Т5.
Рис. 4.21. Зависимость механических свойств
от степени деформации локально-деформированных
элементов отливки из сплава АМ4,5Кд (ВАЛ10):
— – обработка расплава фторцирконатом калия и вакуумированием;
--- – обработка расплава продувкой аргона и вакуумированием
Из рис. 4.21 видно, что с увеличением степени деформации
происходит
существенное улучшение механических свойств σ
в
, σ
0,2
, δ,
.
Наилучший
комплекс механических характеристик достигается при степени деформации в
опасном сечении
= 35...40 %.
В связи с тем, что локальное деформирование предполагает наличие трех
зон – литой, переходной и деформированной, были проведены исследования
структуры и свойств этих зон. Установлено, что размеры и форма зерна в этих
зонах существенно отличаются. По механическим свойствам образцы,
вырезанные из деформированной зоны, превосходят образцы из переходной и


