СПЕЦИАЛЬНЫЕ ТЕХНОЛОГИИ ЛИТЕЙНОГО ПРОИЗВОДСТВА
108
Это значительно повышает пластичность материала и позволяет оформлять
ажурные контуры сложных заготовок с тонкими ребрами, полотнами и
стенками, что особенно важно еще и потому, что в программу работы входило
исследование возможности получения высокоточных штампованных заготовок
без штамповочных уклонов (точнее с уклонами 0,5°). Для этого были отобраны
типовые детали сложной формы, имеющие тонкие ребра, радиусы сопряжений и
переходов 1,5…3,0 мм (в частности типа коромысла и вафли), а в штампах
предусмотрены выталкиватели. В качестве смазочных материалов для штампов
использовали графитоколлоидальные препараты В-0 и В-1 Воскресенского
химкомбината.
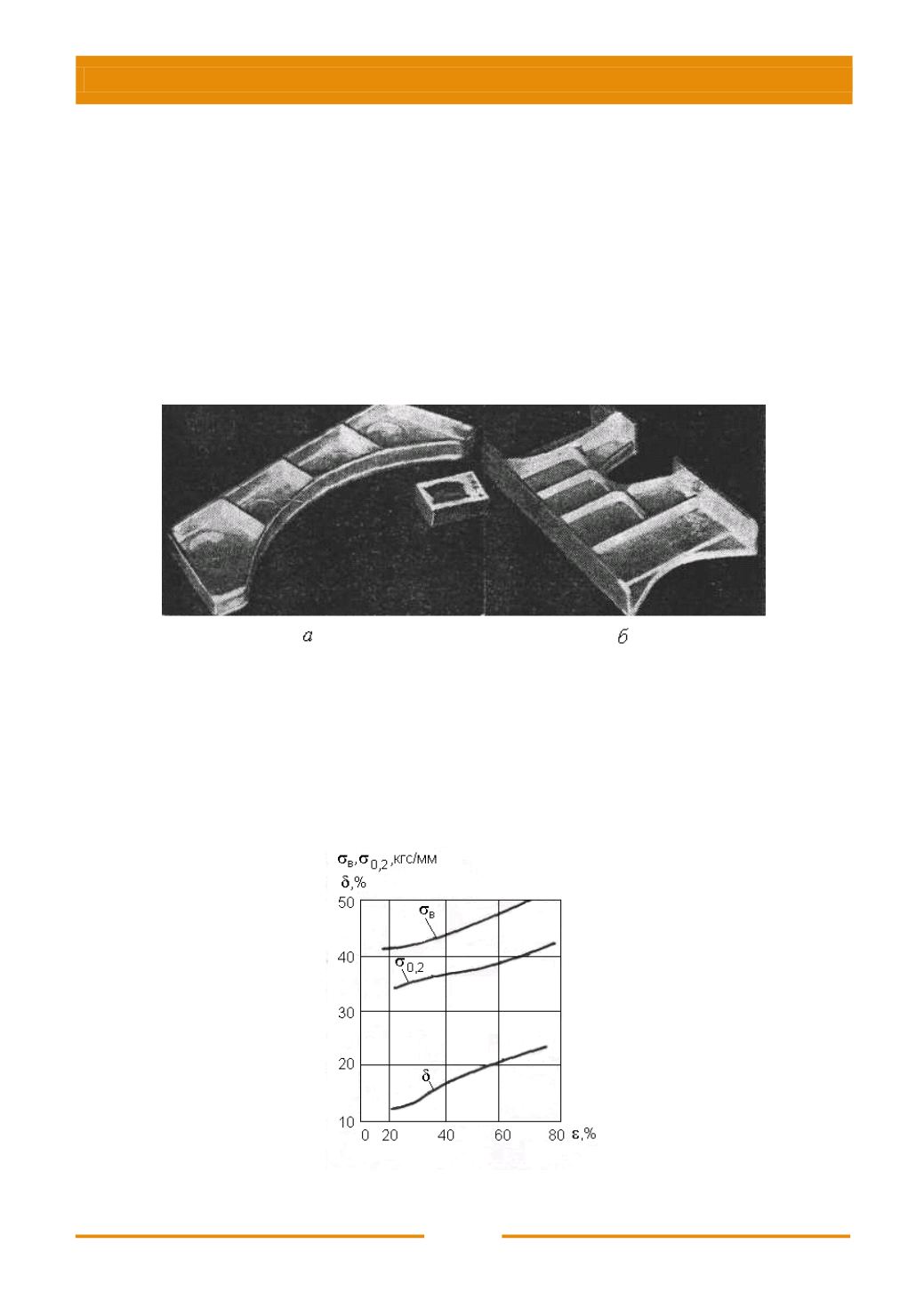
Рис. 4.17. Заготовка типа коромысла (
а
) и вафли (
б
),
отштампованные на гидравлическом прессе
При визуальном осмотре штампованных заготовок и исследовании макро-
и микроструктуры дефектов не обнаружено. Механические свойства образцов,
вырезанных из разных участков заготовок, находились в пределах:
σ
в
= 400…500 МПа, σ
0,2
= 315…415 МПа, δ = 8…20 %,
= 9…35 %. Зависимость
механических свойств от степени деформации показана на рис. 4.18.
Рис. 4.18. Зависимость механических свойств от степени деформации


