СПЕЦИАЛЬНЫЕ ТЕХНОЛОГИИ ЛИТЕЙНОГО ПРОИЗВОДСТВА
109
Анализируя результаты исследований, необходимо отметить, что
механические свойства (σ
в
, σ
0,2
и δ) штампованных заготовок достаточно высоки
и с увеличением степени деформации возрастают.
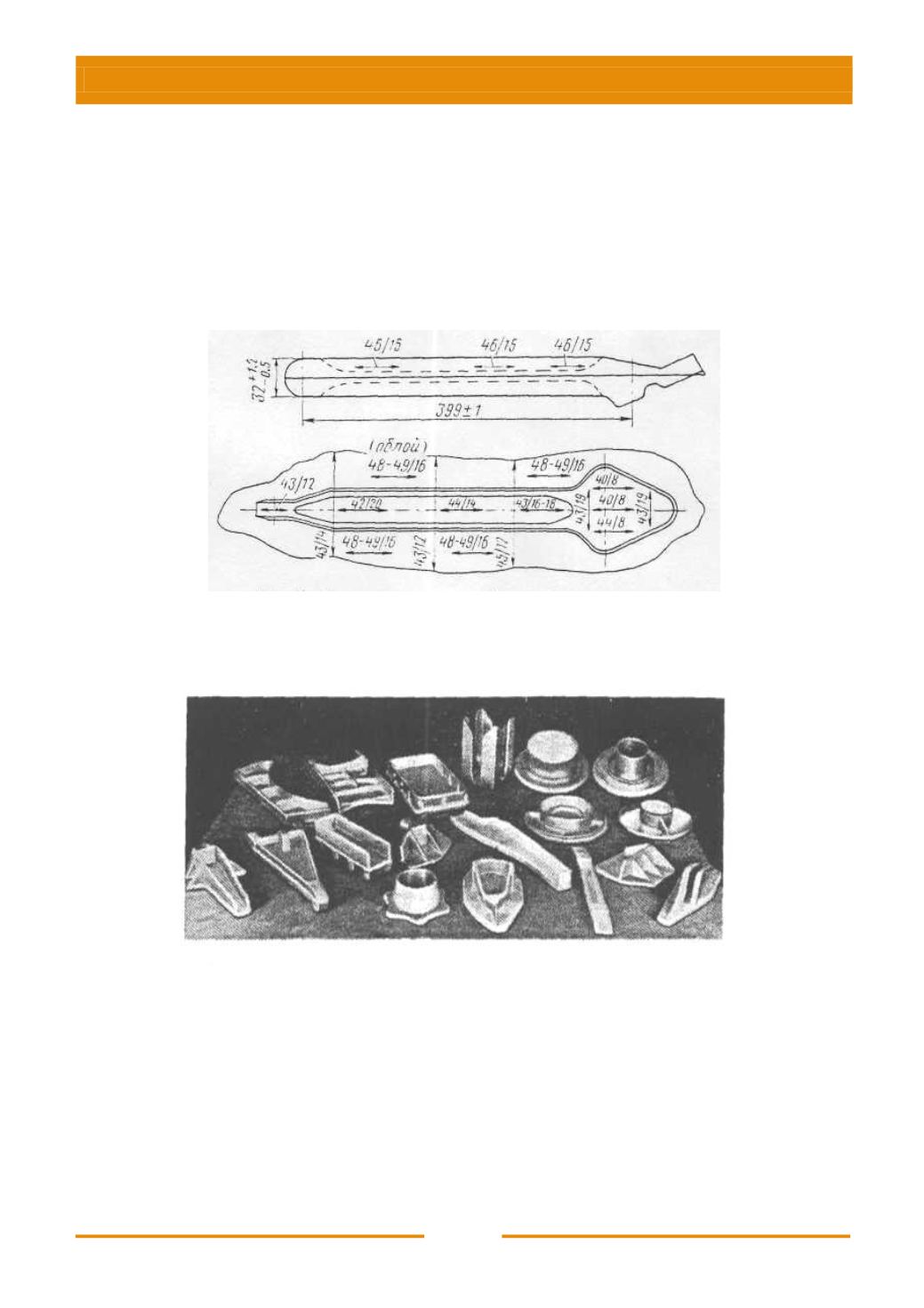
На рис. 4.19 показан эскиз штампованной заготовки «подкос» с указанием
механических свойств в различных зонах (цифры в числителе означают предел
прочности в кгс/мм
2
, а в знаменателе – удлинение в %).
На рис. 4.20 показаны штампованные заготовки различных габаритов и
сложности, полученные на указанных выше видах оборудования.
Рис. 4.19. Эскиз штампованной заготовки «подкос»
с указанием механических свойств в различных зонах
Рис. 4.20. Штампованные заготовки
В результате проведенной работы:
установлена возможность деформирования литейного сплава АМ4,5Кд
(ВАЛ10) с обеспечением высокого уровня механических свойств
(σ
в
= 400…500 МПа (40…50 кгс/мм
2
), δ = 8…20 %);
определены
оптимальные
температурно-скоростные
параметры
деформирования сплава;


