ТЕХНОЛОГИЧЕСКИЕ ОПЕРАЦИИ И ОБОРУДОВАНИЕ
ДЛЯ СПЕЦИАЛЬНЫХ ВИДОВ ЛИТЬЯ
13
усадка модели, %; У
ф
- среднее линейное расширение формы при прокалке
перед заливкой, %; У
0
- свободная, линейная усадка отливки, %.
Рабочую поверхность пресс-формы следует изготавливать с точностью
размеров на один-два класса выше точности размеров отливки. Шероховатость
рабочей поверхности до восьмого класса.
Для оформления в моделях простых полостей, не имеющих поднутрений, в
пресс-формах предусматриваются подвижные и неподвижные металлические
стержни. Сложные полости и отверстия выполняются в моделях либо гибкими
резиновыми, либо растворимыми стержнями, для установки которых в пресс-
формах предусматривают полости для знаков стержней.
При отработке технологического процесса и при мелкосерийном
производстве применяются пресс-формы из гипса, цемента, дерева и пластмасс.
Схема изготовления гипсовой пресс-формы по мастер-модели
представлена на рис.7.4.
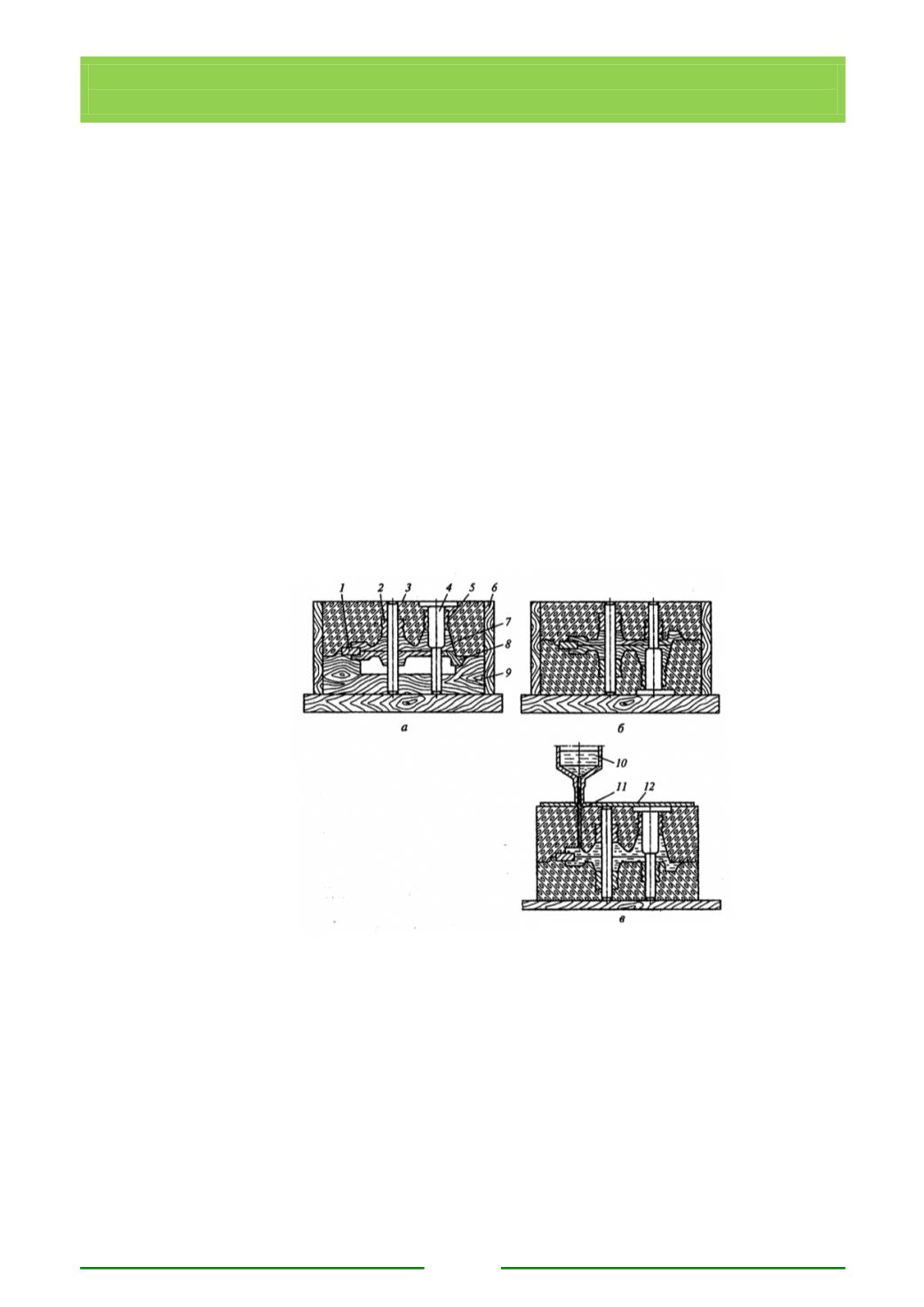
Рис. 7.4. Схема изготовления гипсовой пресс-формы:
а, б
– верхняя и нижняя полуформы;
в –
запрессовка модельного состава;
1
- вкладыш;
2,5
- втулки ;
3,4
– стержни;
6 –
рамка;
7,8 –
половины моделей;
9
– модельная плита;
10
– модельный состав;
11
– литниковый канал;
12
– плита.
Пресс-формы для серийного и массового производствакак
правило изготавливают многогнездными (рис.7.5).


