ТЕХНОЛОГИЧЕСКИЕ ОПЕРАЦИИ И ОБОРУДОВАНИЕ
ДЛЯ СПЕЦИАЛЬНЫХ ВИДОВ ЛИТЬЯ
10
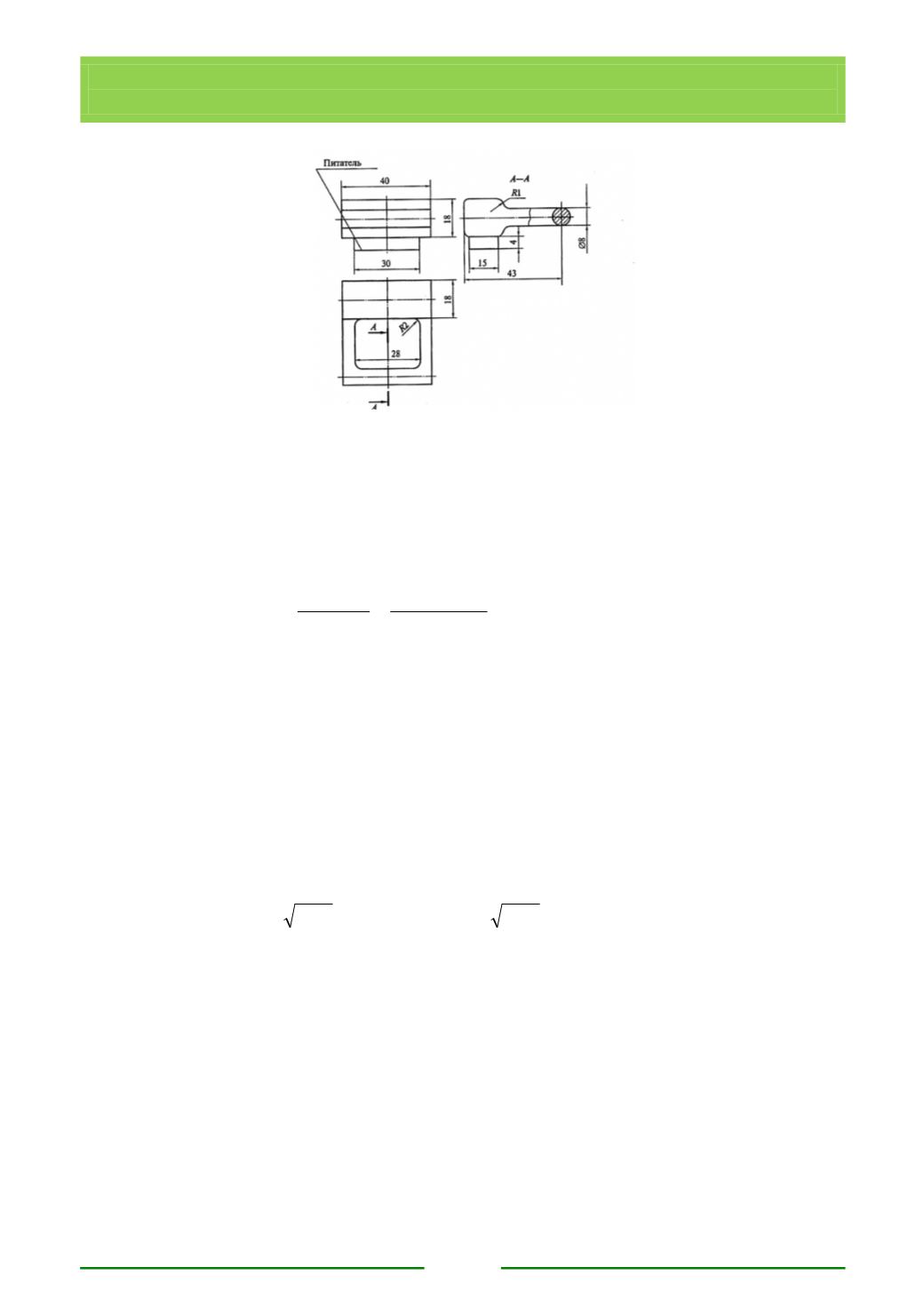
Рис. 7.3. Эскиз отливки.
Определяем модуль δ
0
(приведенную толщину) теплового узла,
представляющего собой брус квадратного сечения со стороной
а
= 18 мм и
длиной
б =
40 мм. Площадь сечения перпендикулярна направлению подвода
расплава
ab,
периметр сечения 2(а +
2б),
тогда
δ
=
)40 2 18(2
40 18
)2 (2
⋅ +
⋅
=
+
б а
аб
=
3,7мм.
Принимаем длину питателя
l
п
= 8 мм. По табл. 7.1 для
G=
185 г и
δ
0
= 3,7 мм находим диаметр стояка
D
ст
-
35 мм и приведенную толщину
питателя δ
п
= 4,75. Окончательно принимаем питатель, имеющий
прямоугольное сечение со сторонами, которые можно найти по формулам (7.1)
и (7.2), задаваясь толщиной питателя
а
п
= 15 мм. Тогда
б
п
= 28 мм.
Второй способ
, применяют для расчета размеров элементов
литниково-питающих систем типов II и III.
Как правило, тонкие стенки отливок располагают вертикально, а металл
в полость формы подводят снизу и в прибыль. Площадь минимального сечения
питателей, определяют по формуле
F
п
=
G
/(ρμτ
gH
2
) или
f
п
=
G
/(ρμ
gH
2
), см
2
где
G
— масса отливки, г; ρ— плотность жидкого металла, г/см
3
;
μ — коэффициент расхода, μ = 0,8... 0,9 без учета энергии струи, μ = 1,4...1,5
с учетом энергии струи расплава из ковша (значения μ больше, чем, например,
при заливке песчаных форм, так как стенки оболочковой формы имеют низкую
шероховатость); τ — время заполнения формы, мин;
g
— ускорение свободного
падения, см/с
2
;
Н—
расчетный напор столба металла в узком сечении, см;
J
−
массовая скорость заливки, г/с,
J =kl
max
/d
ст
;
k
— коэффициент, зависящий от
способа подвода расплава в полость формы: для верхнего подвода — 0,05,
для бокового подвода
—
0,06, для нижнего подвода — 0,08;
l
max
— наибольшая
протяженность тонкой стенки отливки, мм;
d
cт
—
толщина тонкой
стенки отливки, мм.


