СПЕЦИАЛЬНЫЕ ТЕХНОЛОГИИ ЛИТЕЙНОГО ПРОИЗВОДСТВА
79
Наиболее приемлемым вариантом является обсыпка второго слоя оболочки.
При этом, зародившаяся в результате растяжения верхних слоев оболочки,
трещина гасится в пористом слое, который является как бы демпфирующим.
В отличие от технологии порообразования вспученным перлитом,
пенополистирол не может быть применен для обсыпки последних огнеупорных
слоев форм в силу полного газифицирования при термообработке, что, в свою
очередь, является нецелесообразным.
Предварительные исследования структур прокаленных четырехслойных
оболочек, изготовленных с использованием пенополистирола в обсыпке
огнеупорных слоев показали, что при использовании последнего реализуется
возможность получения пористости в структуре формы.
1.13.2. Барботажная технология порообразования
в структуре керамических оболочек
Кроме отмеченных ранее (см. 1.5.2) преимуществ, барботажное
перемешивание технологических растворов сопровождается насыщением
последних газом, обусловливаемое растворимостью газов в растворах и
образованием мелкодисперсных пузырьков, которые перемещаются потоками
жидкости в перемешиваемом объеме, что предотвращает их всплывание.
Отмеченные явления оказывают непосредственное влияние на формирование и
управление пористого строения структуры оболочковых форм.
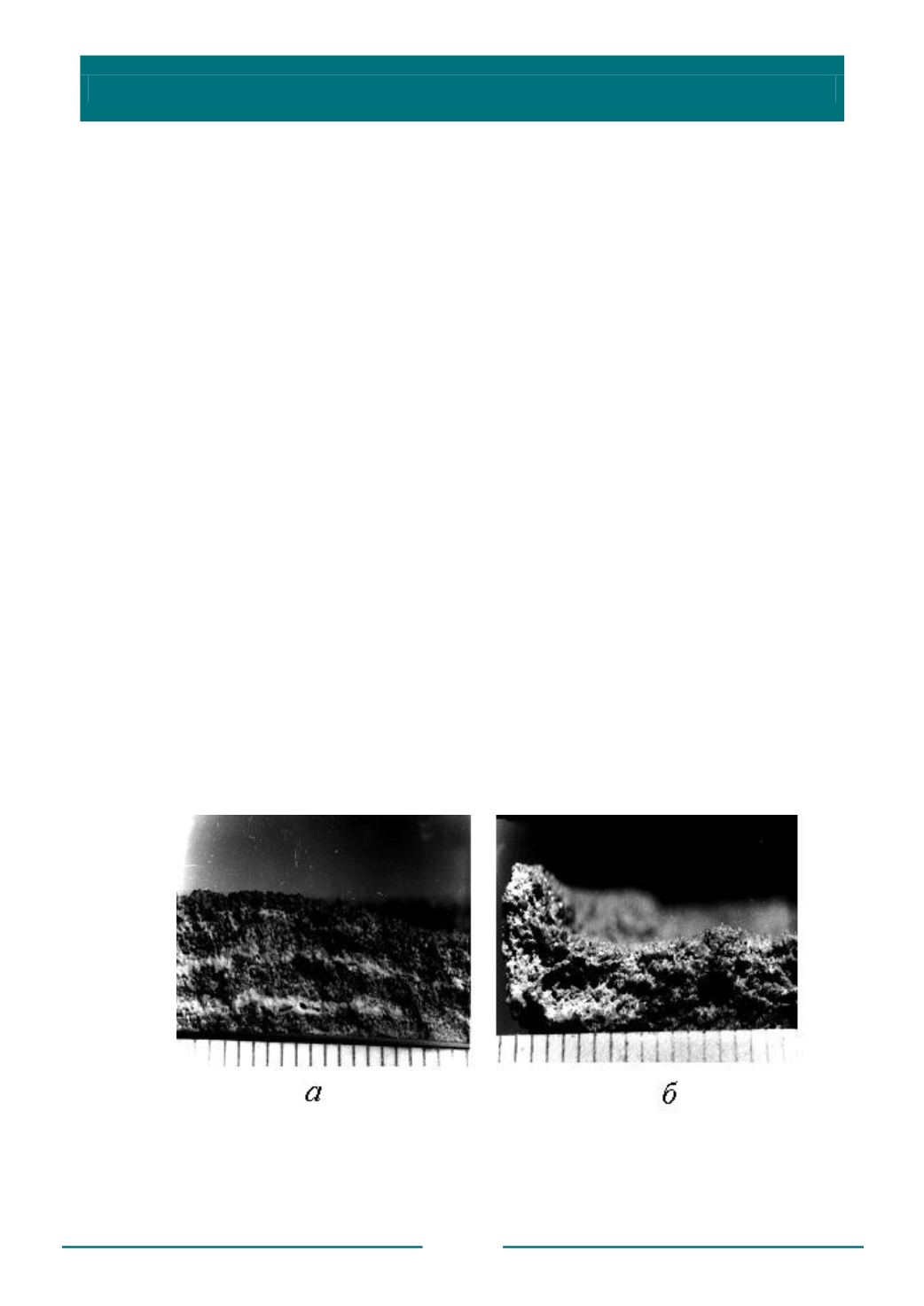
При изготовлении форм по традиционной технологии наблюдаются четко
выраженные слои (рис. 1.32,
а
), как результат послойного нанесения
огнеупорного покрытия, а в формах, полученных из суспензии, обработанной
сжатым воздухом, наблюдается монолитное строение с безориентированно
расположенными порами (рис. 1.32,
б
).
Рис. 1.32. Структуры изломов оболочковых форм, изготовленных на основе
традиционной (
а
) и аэрированной (
б
) в течение 30-ти минут водных суспензий при
первоначальной условной вязкости раствора 35 с


