СПЕЦИАЛЬНЫЕ ТЕХНОЛОГИИ ЛИТЕЙНОГО ПРОИЗВОДСТВА
81
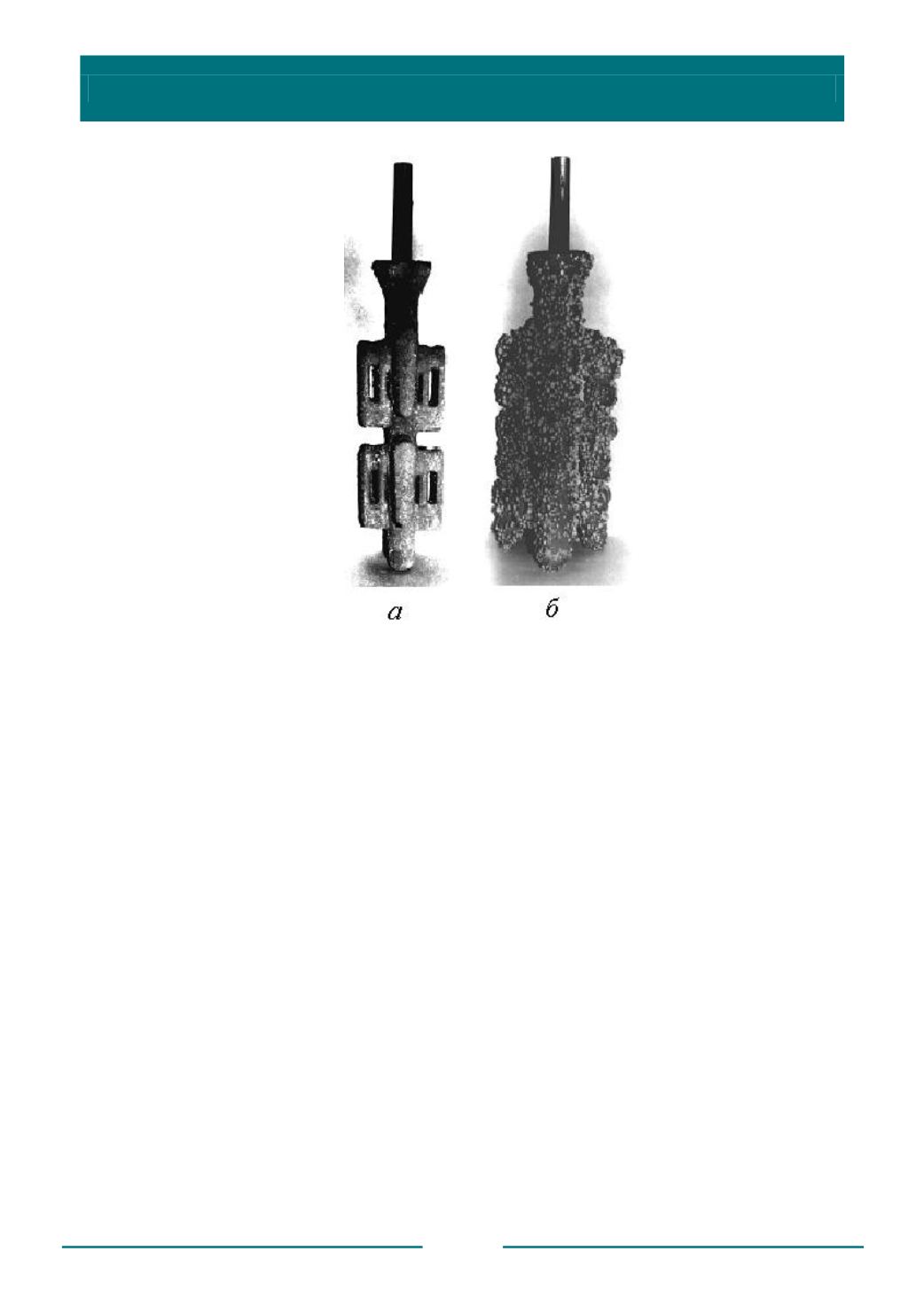
Рис. 1.33. Внешний вид слоя оболочки, обсыпанной:
а
– вспученным перлитом;
б
– пенополистиролом
Удаление блоков моделей из пористых оболочковых форм производилось по
производственным технологиям. Теплоносителем служил расплав модельной
массы, нагретый до температуры 160…180 °С.
Оболочковые формы, изготовленные по барботажным технологиям, как и
традиционные, выдерживались в выплавляющей среде в течение 18…20 мин.
Каких-либо отклонений при этом, связанных с прохождением процесса удаления
модельных блоков, обнаружено не было.
В результате визуального контроля была выявлена большая стойкость к
растрескиваниюпри удалении блоков моделей оболочковых форм, изготовленных
из аэрированных суспензий.
При использовании для формообразования порообразующих материалов в
процессе выплавления моделей растрескивание блок-форм отсутствует.
На рис. 1.34 представлены оболочковые формы, полученные при
использовании порообразующих материалов и, для сравнения, форма,
изготовленная по традиционной технологии. Необходимо также отметить, что
оболочки, формируемые из аэрированных суспензий, не имеют внешних отличий
от традиционных блок-форм.


