СПЕЦИАЛЬНЫЕ ТЕХНОЛОГИИ ЛИТЕЙНОГО ПРОИЗВОДСТВА
82
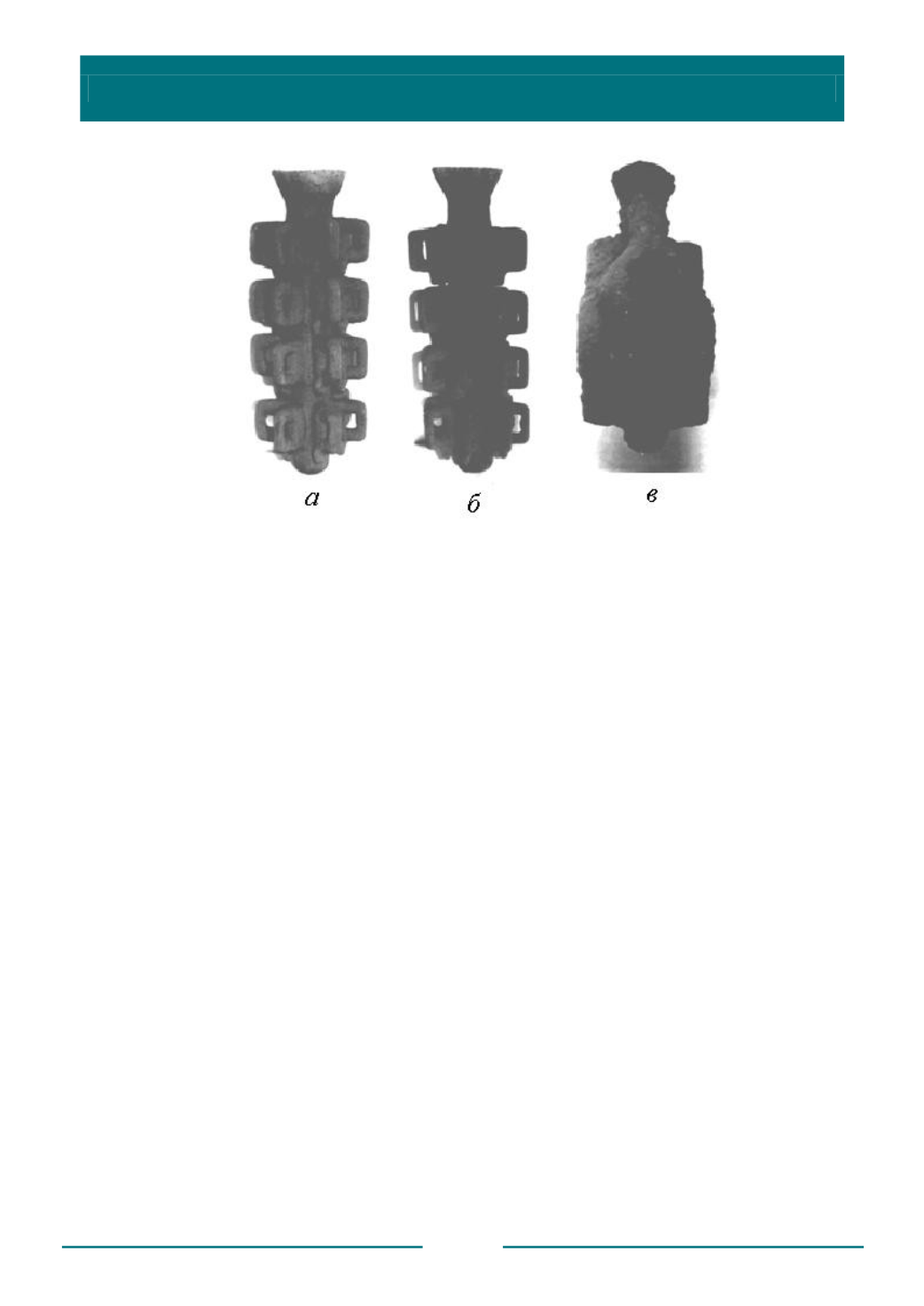
Рис. 1.34. Внешний вид оболочковой формы, полученной:
а
– по традиционной технологии;
б
– обсыпкой промежуточного слоя вспученнымперлитом;
в
– обсыпка промежуточного слоя пенополистиролом
Прокаливание экспериментальных оболочковых форм производилось по
двум технологическим вариантам, т.е. в опорном наполнителе и без него.
Опробование показало, что пористые оболочковые формы, изготовленные из
аэрированных суспензий, прокаливаемые в опорном наполнителе меньше
растрескиваются, чем традиционные. В данном случае снижается растрескивание
облицовочной поверхности форм, что предотвращает образование гребешков и
заусенцев на отливках и, как следствие, приводит к снижению трудозатрат на
зачистку последних. Этот недостаток отсутствует при прокаливании в опорном
наполнителе оболочек с пористостью, образованной вспученным перлитом и
пенополистиролом.
Кроме того, пористые оболочки, изготовленные с использованием
вспученного перлита и пенополистирола, не растрескиваются при загрузке в
нагретую до 950 °С печь и дальнейшей выгрузки из печи в атмосферу участка.
Последнее позволило не только предотвратить потери оболочковых форм, но и
сократить длительность операции прокаливания.
Заливка оболочковых форм металлом – наиболее важный технологический
цикл получения литых изделий и заготовок.
Заливка пористых оболочковых форм в промышленных условиях
производилась также по двум технологическим вариантам. При этом формы
заливались расплавом среднеуглеродистой конструкционной стали марки
35ХГСЛ, перегретой до температуры 1580 °С.


