СПЕЦИАЛЬНЫЕ ТЕХНОЛОГИИ ЛИТЕЙНОГО ПРОИЗВОДСТВА
87
а
б
в
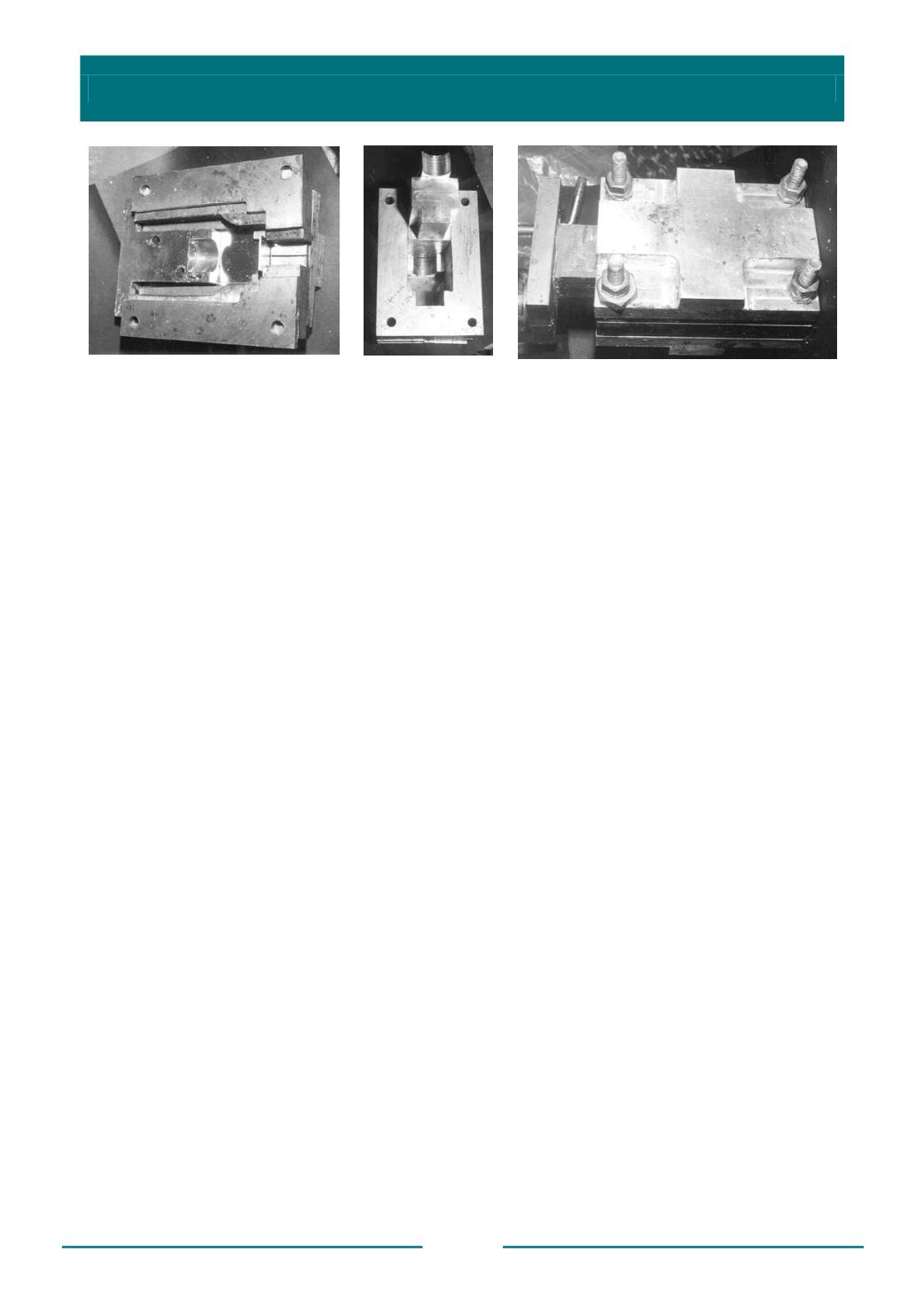
Рис. 1.39. Пресс-форма для получения ПКУМ прессованием
порошкообразных модельных составов:
а
– для вертикального прессования ПМС;
б
– для горизонтального прессования ПМС;
в
– пресс-форма в сборе
Определение параметров размерно-геометрической точности имеет
важное значение в практической реализации разработанного метода получения
ПКУМ. При исследовании размерно-геометрических параметров ПКУМ на
первом этапе определяли наличие усадочных дефектов, упругого последействия
материала (после завершения процесса прессования и снятия
деформационной нагрузки), измерение отклонений размеров ПКУМ (толщины
через определенный шаг по длине модели) от размеров внутренней поверхности
формообразующей полости пресс-формы.
Для оценки размерно-геометрической точности ПКУМ и сравнения свойств
последних с параметрами выплавляемых моделей (ВМ), полученными традиционным
способом (заливкой жидкого модельного состава в полость пресс-формы),
запрессовкой ПМС в пресс-форму были получены ПКУМ с 30%-м содержанием
водорастворимых компонентов различного состава.
На рис. 1.40 представлен общий вид традиционных ВМ и
ПКУМ с различным содержанием водорастворимых компонентов.
На рис. 1.41 представлены внешний вид и сравнительные размеры радиусов
скруглений взаимно-перпендикулярных поверхностей моделей, полученных
традиционным способом (рис. 1.41,
а
) и прессованием ПМС с 30%-м содержанием
карбоната натрия (рис. 1.41,
б
) при ×15 увеличении.


