СПЕЦИАЛЬНЫЕ ТЕХНОЛОГИИ ЛИТЕЙНОГО ПРОИЗВОДСТВА
89
а
б
в
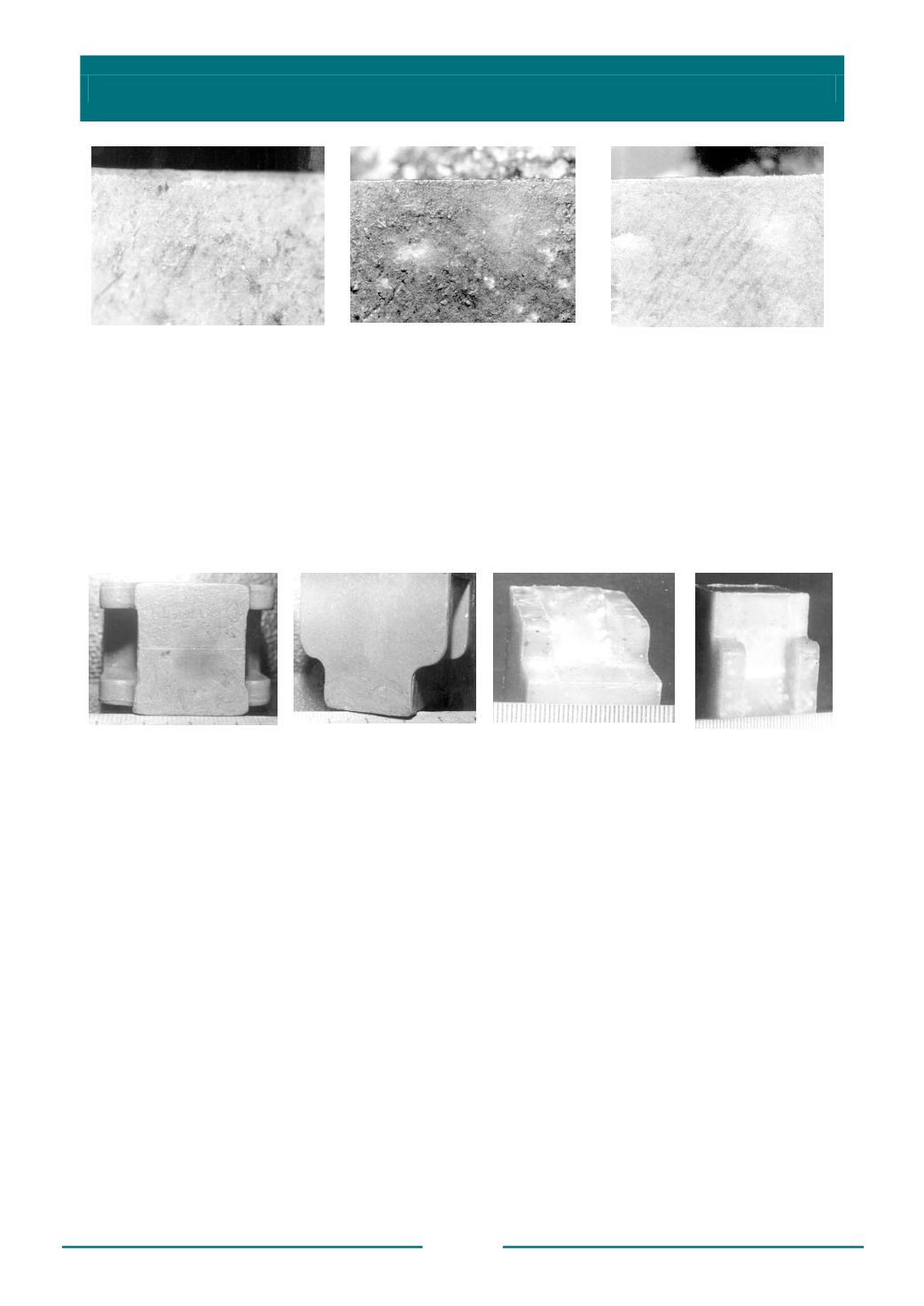
Рис. 1.42. Качество поверхности и края традиционной ВМ (
а
), ПКУМ с 30%-ым
содержанием карбоната натрия (
б
) и хлорида натрия (
в
)
На рис. 1.43 представлены участки ПКУМ и традиционных ВМ, из которого
видно, что качество поверхности и параметры шероховатости последних являются
неудовлетворительными, или требуют исправления, а ПКУМ, полученные
разработанным методом, не имеют вышеперечисленных недостатков.
а
б
в
г
Рис. 1.43. Качество поверхности характерных участков традиционной ВМ (
а
,
б
)
и ПКУМ с 30%-ым содержанием нитрата аммония (
в
,
г
)
Сборка ПКУМ на стояках, нанесение слоев огнеупорной керамической
оболочки на стояки с моделями, их сушка, удаление компонентов модельной
массы, прокалка оболочек и заливка стали следующим этапом
производственных испытаний.
Сборка ПКУМ на стояки осуществлялась припаиванием. Изготовление
огнеупорной оболочки осуществлялось послойным нанесением суспензии на
основе ЭТС-40 и песка Люберецкого месторождения.
После сушки форм, формовки в опорный наполнитель и прокалки при
900 °С формы подавались под заливку. Заливка сплава 35ХГСЛ с температурой
1540 °С производилась непосредственно после прокалки оболочковых форм.
После освобождения от литниковой системы отливки подвергались
неразрушающему контролю методами.


