СПЕЦИАЛЬНЫЕ ТЕХНОЛОГИИ ЛИТЕЙНОГО ПРОИЗВОДСТВА
233
При изготовлении верхней оболочковой полуформы металлическую
модельную плиту
1
(рис. 6.2,
а
) с моделью отливки
2
и литниковой системой
3
нагревают до 200…300 °С электронагревателями или газовыми горелками и
наносят на нее тонкий слой разделительного покрытия. В качестве покрытия
используют раствор синтетического термостойкого каучука в бензине-
растворителе. Этот состав обладает наиболее высокой стойкостью (до 50 съемов),
реже применяют мазут.
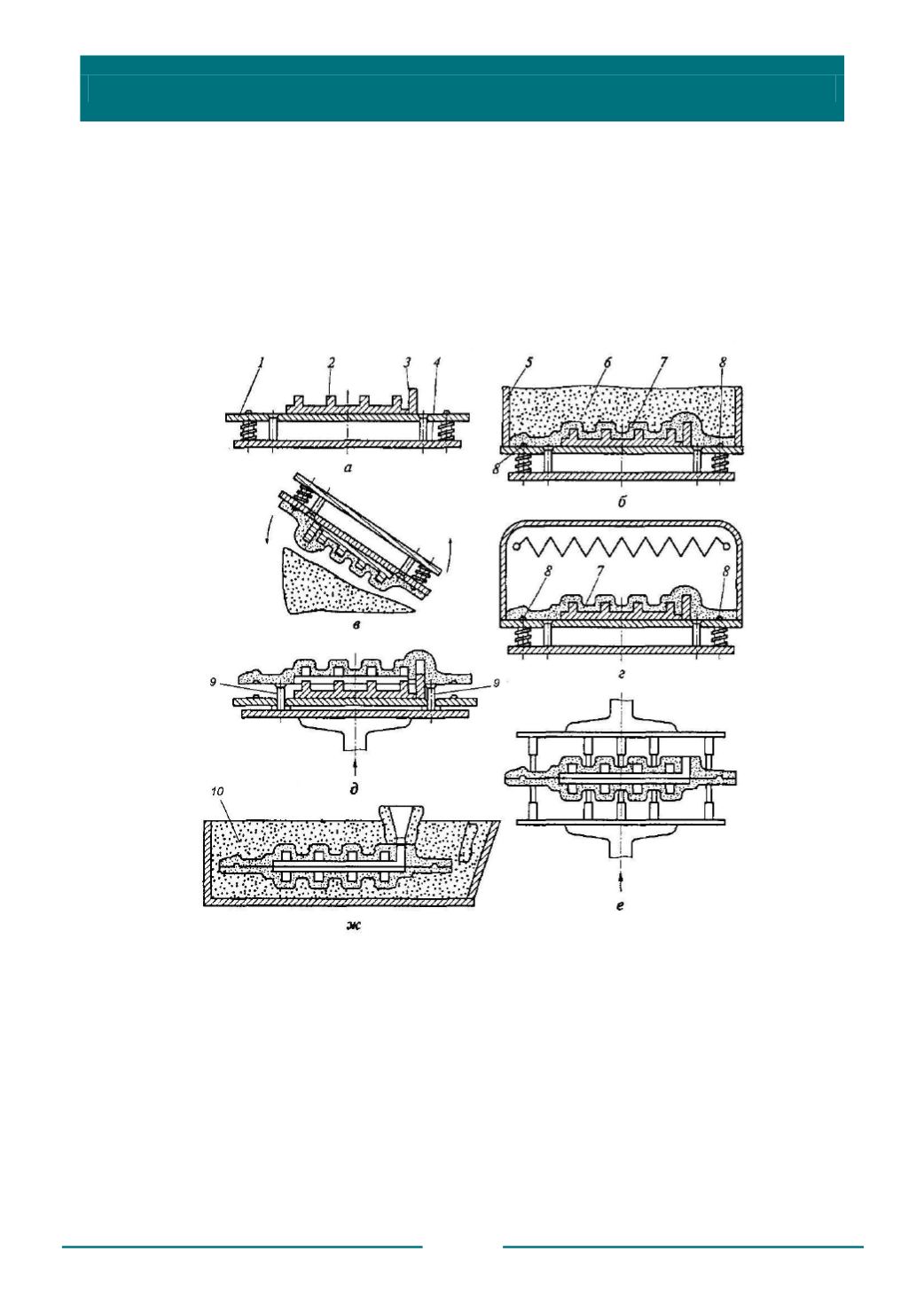
Рис. 6.2. Схема технологического процесса изготовления оболочковой формы:
а
– подготовка модельной оснастки;
б
– засыпка модельной плиты смесью;
в
– удаление излишков смеси;
г
– окончательное затвердевание оболочки в печи;
д
– съем оболочковой полуформы с модельной плиты;
е
– склеивание оболочковых полуформ;
ж
– подготовка формы к заливке;
1
– модельная плита;
2
– модель отливки;
3
– литниковая система;
4
– плита толкателей;
5
– бункер;
6
– смесь;
7
– формирующая оболочка;
8
– элементы центрирования оболочковой полуформы;
9
– толкатели;
10
– засыпка


