СПЕЦИАЛЬНЫЕ ТЕХНОЛОГИИ ЛИТЕЙНОГО ПРОИЗВОДСТВА
70
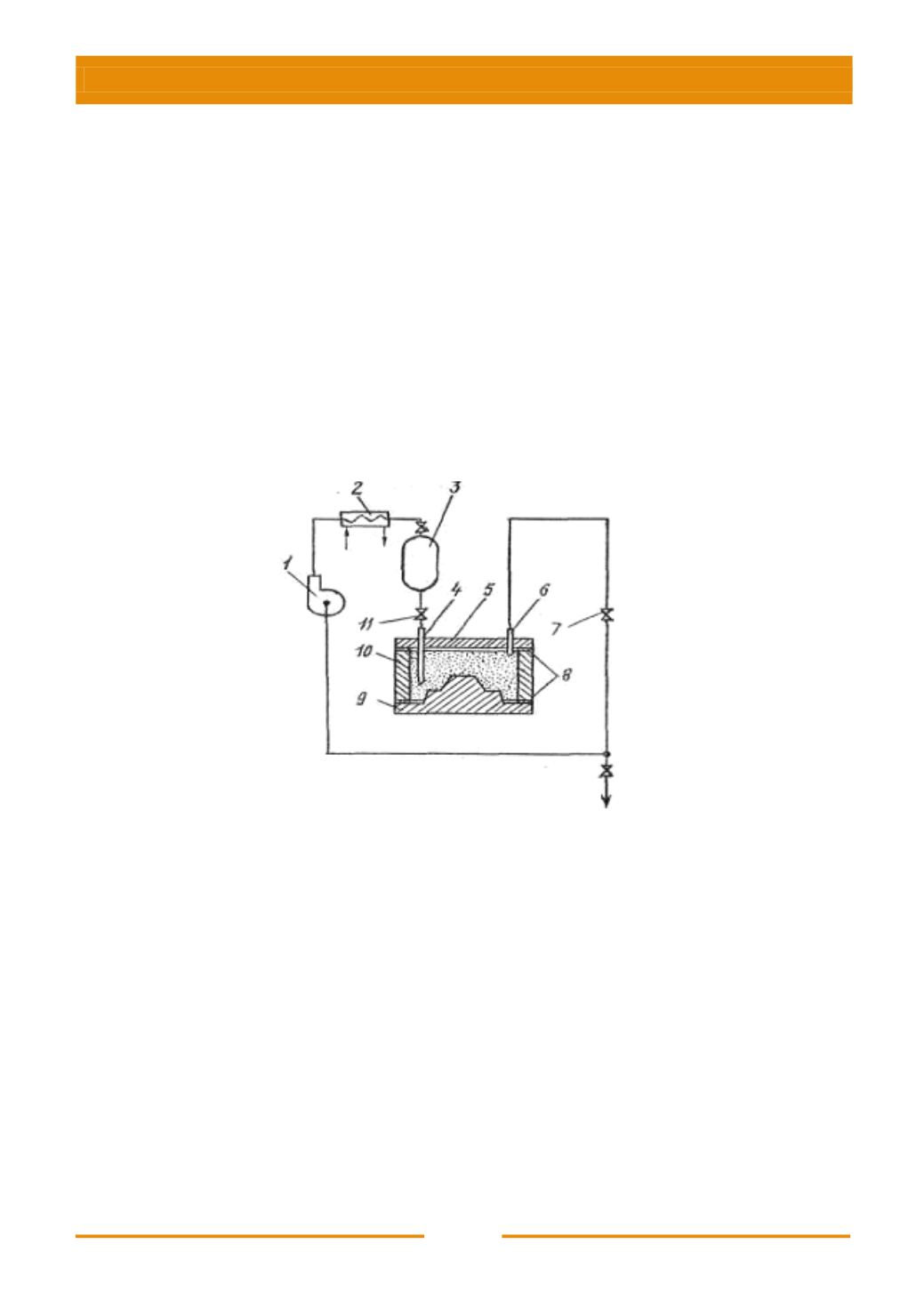
жидким пропаном, имеющим температуру +20
С и находящимся под
давлением 8 атм. Отводящий патрубок
6
соединен с всасывающей ступенью
компрессора
1
. При открытии клапана
11
ресивер
3
соединяют с формой и поры
стенки формы заполняются сжиженным газом. После этого перекрывают
подводящий патрубок, открывают вентиль
7
отводящего патрубка. Давление в
порах стенки формы падает, сжиженный газ начинает испаряться и
замораживать формовочную смесь. Газ отбирается всасывающей ступенью
компрессора
1
и подается в конденсатор
2
, где сжижается и подается в ресивер
3
.
После замораживания стенки формы крышка отводится в сторону, а полуформа
с опокой снимается с модели и подается на сборку.
В связи с тем, что стенка формы промерзает по всему объему, она
обладает высокой прочностью и поэтому можно собирать и заливать формы
жидким металлом без использования опок.
Рис. 3.3. Схема замораживания пропиткой формы сжиженным газом:
1
– компрессор;
2
– конденсатор;
3
– ресивер;
4
– подводящий патрубок;
5
– крышка;
6
– отводящий патрубок;
7
– вентиль;
8
– прокладки;
9
– модель;
10
– опока
Рассмотренные способы замораживания фор и стержней расположены в
порядке увеличения возможностей для сокращения продолжительности
замораживания. Однако это не означает, что последние являются наилучшими.
Выбор способа зависит от масштаба производства, номенклатуры отливок и
конкретных особенностей производства.
Для производства форм в больших количествах наиболее подходящим
является
использование
стационарных
холодильных
установок
с
промежуточным хладоносителем. Здесь необходима металлическая оснастка.
Ускорение замораживания достигается за счет создания нескольких позиций, на
каждой из которых производится замораживание форм. Так, например, при


