СПЕЦИАЛЬНЫЕ ТЕХНОЛОГИИ ЛИТЕЙНОГО ПРОИЗВОДСТВА
69
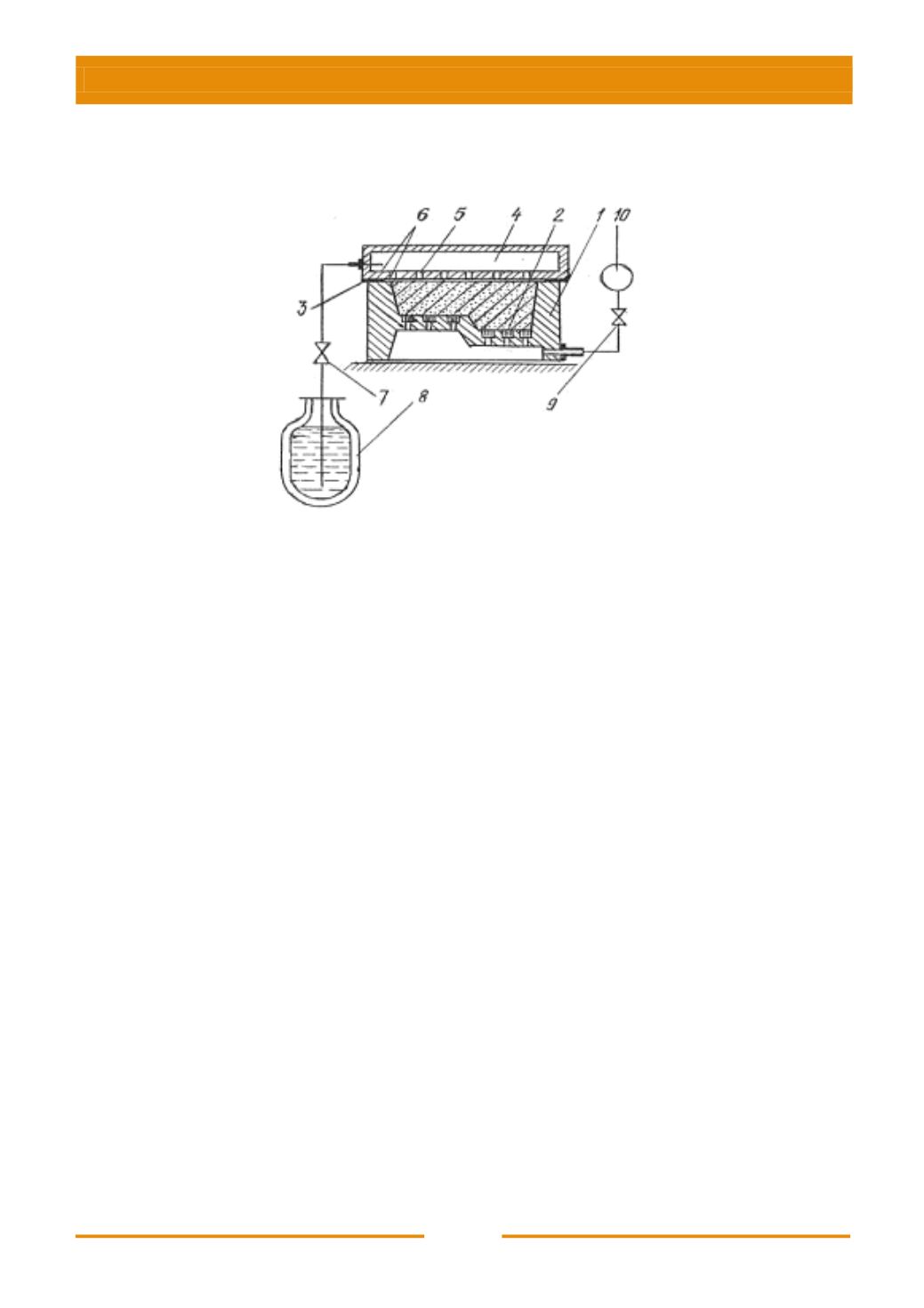
Рис. 3.2. Схема замораживания смеси в стержневом ящике:
1
– стержневой ящик;
2
– венты;
3
– герметизирующие прокладки;
4
– коллектор;
5
– каналы;
6
– теплоизоляционный материал;
7
и
9
– вентили;
8
– изотермическая емкость с жидким азотом;
10
– вакуумный насос
Разновидностью данного способа более сложного по осуществлению, но
представляющего большие возможности в регулировании качества
замороженной формы, является пропитка пор стенок формы (стержня)
сжиженным газом, под давлением, а затем его испарение (рис. 3.3). Пропитка
пор сжиженным газом возможна, как правило (учитывая начальную
положительную температуру стенки формы), под давлением, превышающим
атмосферное. Равновесное давление при положительных температурах
колеблется от единицы до десятков атмосфер. Чтобы не усложнять
изготовления оснастки, предпочтительно использовать газ с низким
равновесным давлением, например пропан (равновесное давление при
температуры 20
С равно 8 атм.).
Схема способа, представленная на рис. 3.3, осуществляется следующим
образом. Опока
10
, стенки которой выполнены сплошными и имеют толщину,
способную выдержать давление в 8 атм., устанавливают на модель
9
, которая
также рассчитана на это же давление. Между опокой и моделью находится
герметизирующая прокладка
8
. Опока
10
и модель
9
предварительно
охлаждаются до температуры минус 40
С. Затем в опоку засыпается и
уплотняется формовочная смесь с температурой +20
С, содержащая 4 % воды.
Опока закрывается крышкой
5
. Между крышкой и опокой предусмотрена
герметизирующая прокладка
8
. Крышка снабжена подводящим
4
и отводящим
6
патрубками. Подводящий патрубок
4
соединен с ресивером
3
, заполненным


