СПЕЦИАЛЬНЫЕ ТЕХНОЛОГИИ ЛИТЕЙНОГО ПРОИЗВОДСТВА
275
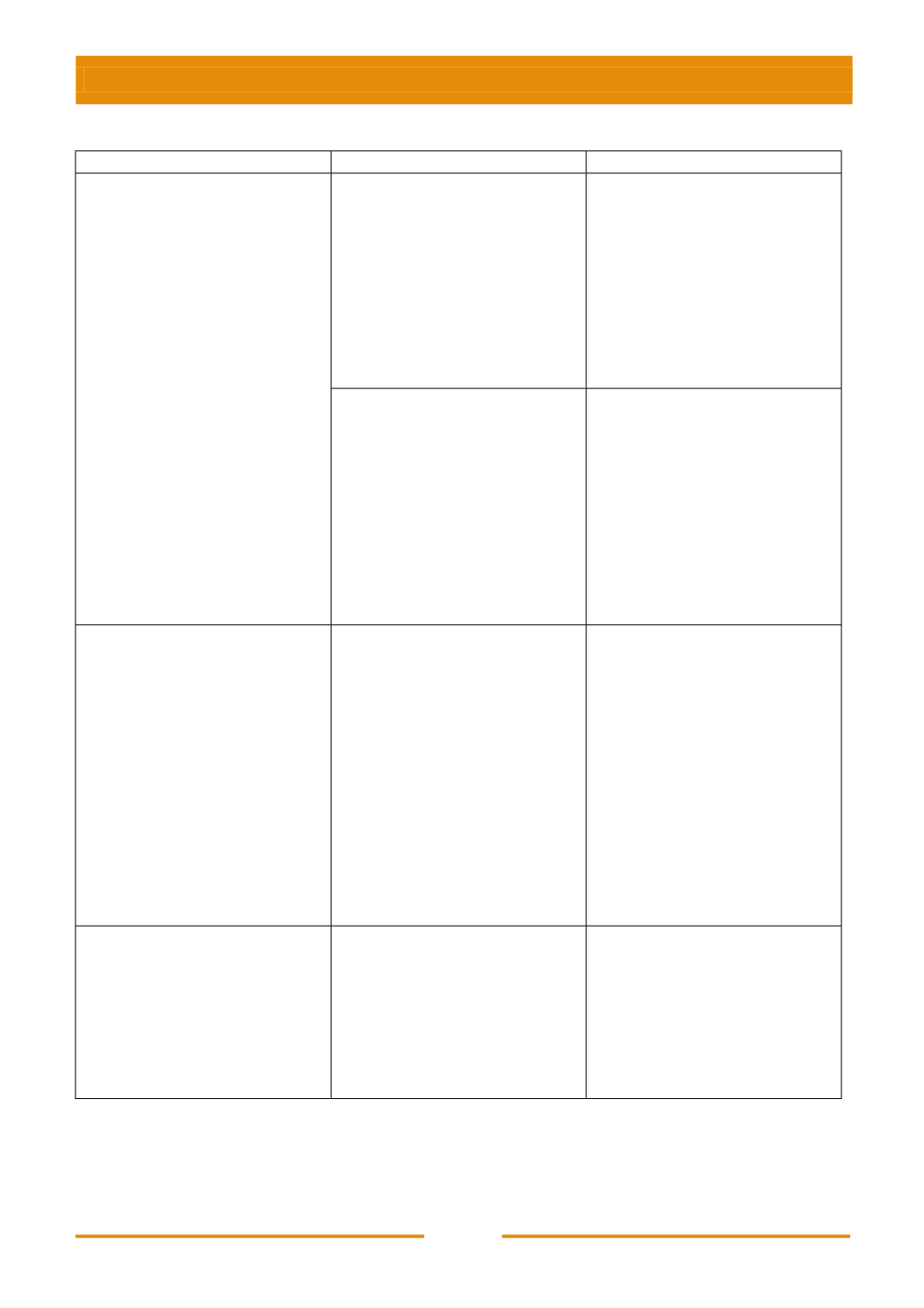
Продолжение табл. 8.4
1
2
3
3. Преждевременное
прекращение процесса
выжимания
1. Следить за состоянием
трущихся частей машины,
зазором между основным
валом корпуса формы и
вкладышем
металлоприемника
2.Следить за исправностью
приводного механизма и
точным регулированием
концевых выключателей
4. Нарушение для данной
отливки установленных
технологических параметров
(уменьшение толщины
теплоизоляционного
покрытия формы, состав
краски, не соответствует
заданному, уменьшение
заданной температуры
полуформ и
металлоприемника)
1. Следить за соблюдением
технологических параметров
теплового режима формы
2. Не допускать
преждевременного начала
кристаллизации сплава
Волнистость – грубая,
шероховатая поверхность
отливки, имеет вид
последовательно
чередующихся волн
1. Скорость потока
превышает величину
критической скорости, при
которой происходит резко
выраженная турбулизация
потока жидкого металла
1. Увеличение времени
сближения створ машины
2. Изменение характера
сближения створ машины:
увеличение угловой скорости
сближения в начале процесса
выжимания и уменьшение
угловой скорости сближения
в конце процесса
3. Снижение температуры
заливки сплава с целью
повышения вязкости, что
позволит повысить величину
критической скорости потока
Динамические разрывы –
крупные трещины в теле
отливки, в зоне образования
дефекта отливка имеет
разрыхленную структуру,
шероховатую поверхность,
низкие механические
свойства
1. Увеличение скорости
потока в конце процесса
выжимания, приводящее к
возникновению в момент
остановки створы
инерционных сил сцепления
загустевшего металла
1. Сближение створ следует
производить со скоростью,
не превышающей
критическую. Для
алюминиевых сплавов это
2 м/с


