СПЕЦИАЛЬНЫЕ ТЕХНОЛОГИИ ЛИТЕЙНОГО ПРОИЗВОДСТВА
274
Опытное опробование в производственных условиях показало, что отливки,
полученные литьем выжиманием, отвечают требованиям производства.
8.8. Дефекты отливок
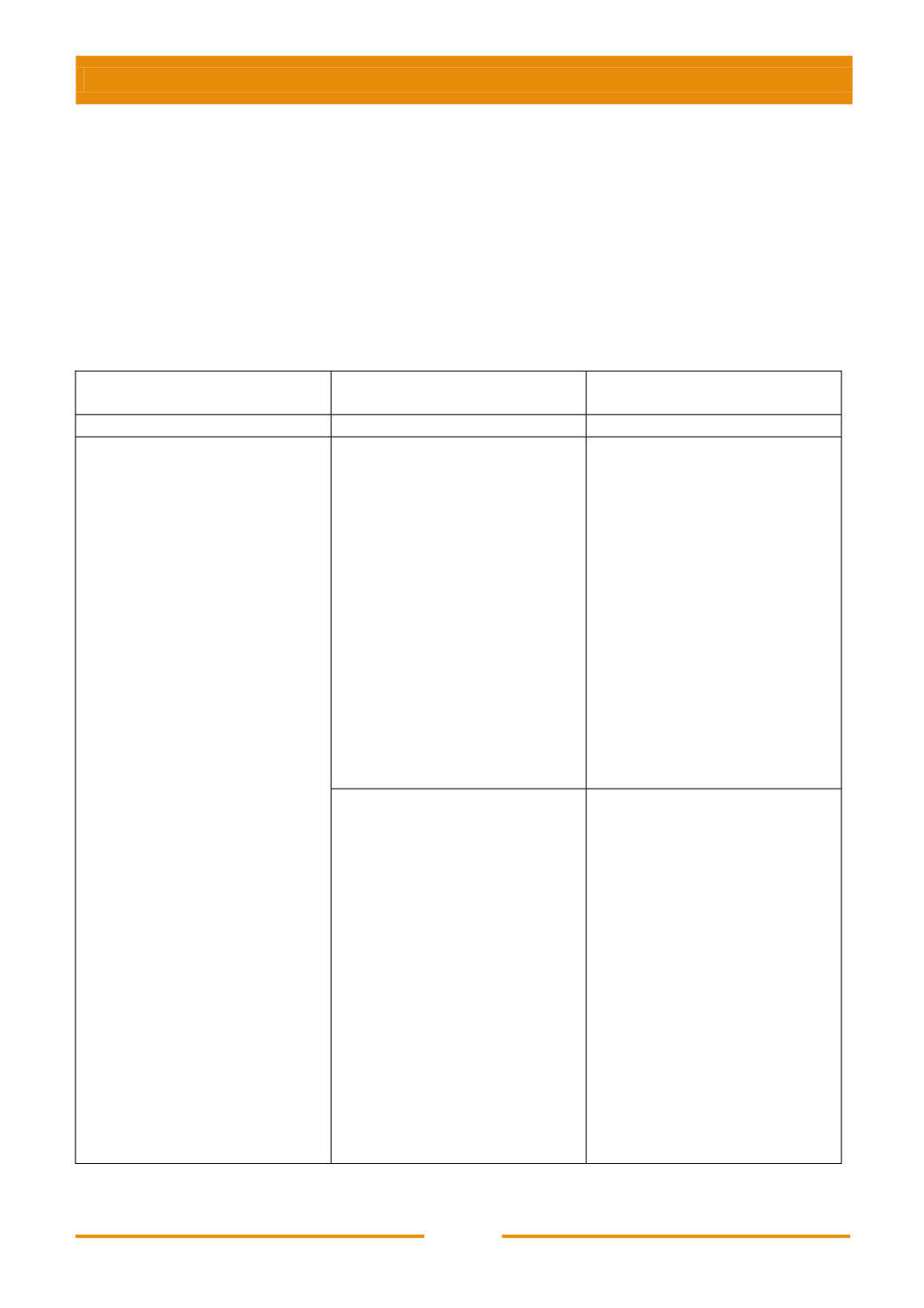
Характерные дефекты, встречающиеся при литье панелей выжиманием, их
характеристика, причины образования и меры предупреждения или устранения
приведены в табл. 8.4.
Таблица 8.4
Дефекты отливок
Наименование дефекта и его
характеристика
Причины образования
Методы устранения
(предупреждения)
1
2
3
Толстостенность –
увеличение полотна панели
1. Увеличение против нормы
размера полости литейной
формы в результате
неправильно собранной
формы (матрицы или
стержня)
1. Правильная установка
металлической матрицы или
стержня в створе машины
2. Точная регулировка
положения промежуточной
плиты относительно створки
машины и рабочей
поверхности металлической
формы
3. Применение песчаных
полуформ, изготовленных со
строго заданными по высоте
размерами
4. Точная установка песчаной
полуформы в машине
2.Смятие песчаного стержня
металлом, выжимаемым из
формы, вследствие
применения слабых стержней
или создание в форме
повышенного давления
металла
1. Не допускать снижения
температуры заливки сплава
против установленной для
данной отливки, так как это
приводит к повышению
давления металла на форму
2. Не уменьшать время
выстаивания сплава в
металлоприемнике против
заданного по технологии, так
как это приводит к
повышению давления
металла на форму
3. Установить строгий
контроль плотности набивки
стержней и режима сушки


