СПЕЦИАЛЬНЫЕ ТЕХНОЛОГИИ ЛИТЕЙНОГО ПРОИЗВОДСТВА
188
В таких случаях объем модели в полуформе занимает значимую ее часть, и
определение минимальной степени разрежения требует учета веса наполнителя,
занимаемого объемом модели.
Пример
расчета минимально-необходимой величины разрежения
Р
в
форме на этапе ее изготовления и заливки расплавом.
Допустим, что вакуумно-пленочная форма изготавливается в опоке с
размерами 1220
550
210 мм. В качестве огнеупорного наполнителя формы
используется кварцевый песок Люберецкого карьера фракции 020 и плотностью
после виброуплотнения
п
= 1660 кг/м
3
. На этапе формообразования полуформы,
находящиеся под вакуумом, могут перемещаться в пространстве посредством
кран-балок, механизмов съема полуформ с модельных плит, кантователей,
рольгангов и т.д., с некоторым ускорением
а
. Для расчета минимально-
необходимой величины разрежения примем
а
= 2 м/с
2
.
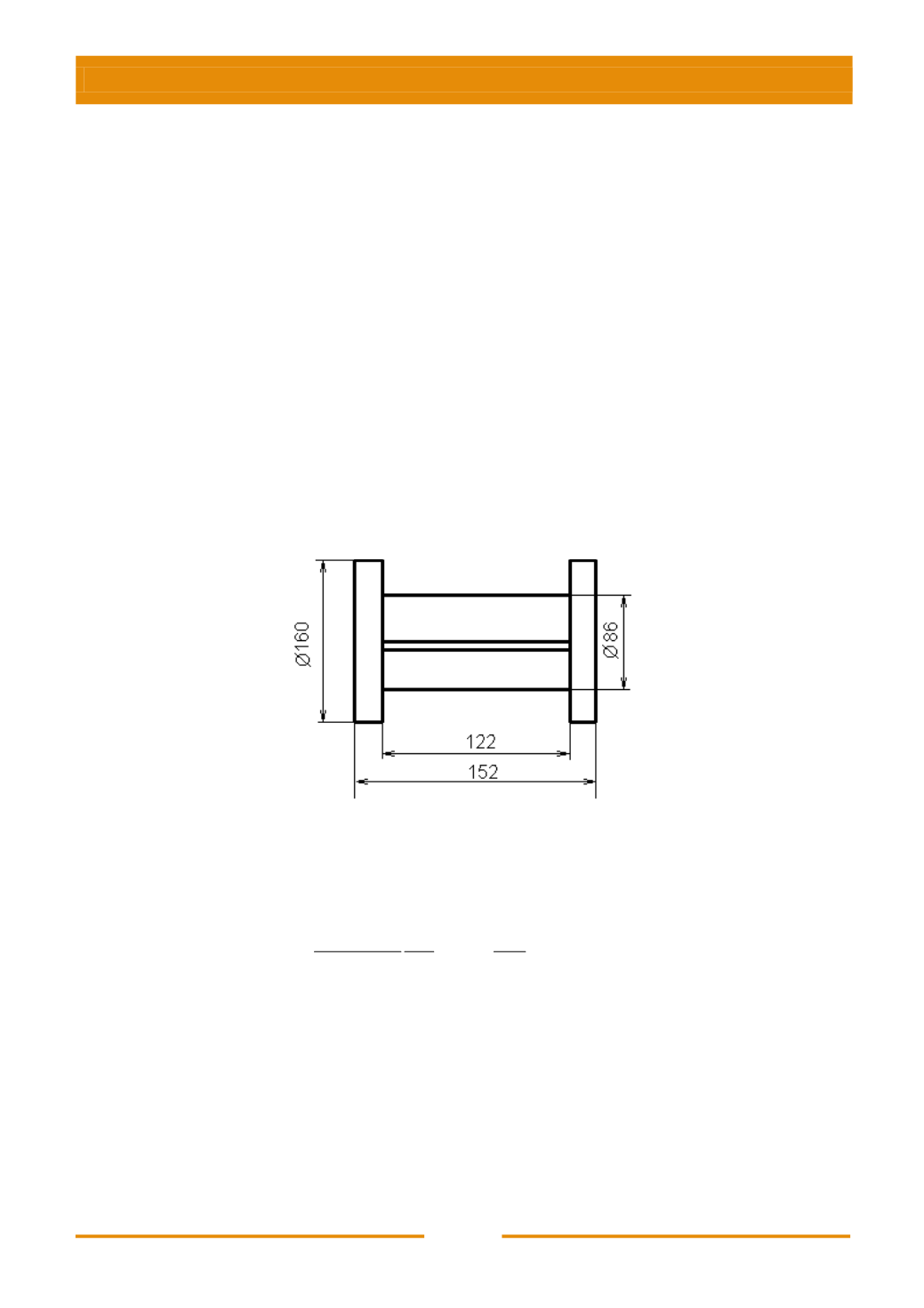
Предположим, что в форме изготавливается отливка «Катушка» – простой
конфигурации, эскиз которой представлен на рис. 6.13.
Рис. 6.13. Отливка «Катушка»
Для определения необходимой величины разрежения
Р
в форме по
выражению
м
м
п
0
0
п
П П
)
(
F
g
F
f
a g
Ρ
,
необходимо определить площадь и периметр опоки, а так же площадь и
периметр отливки, в районе миделева сечения:
площадь опоки в свету
F
0
= 0,671 м
2
,
периметр опоки П
0
= 3,54 м,
площадь модели
F
м
= 0,0153 м
2
,
периметр модели П
м
= 0,772 м.
Принимая значение коэффициента трения
f
= 0,4, а значение
коэффициента бокового давления ξ = 0,3, окончательно получим
Р
= 30,5 кПа.


