СПЕЦИАЛЬНЫЕ ТЕХНОЛОГИИ ЛИТЕЙНОГО ПРОИЗВОДСТВА
186
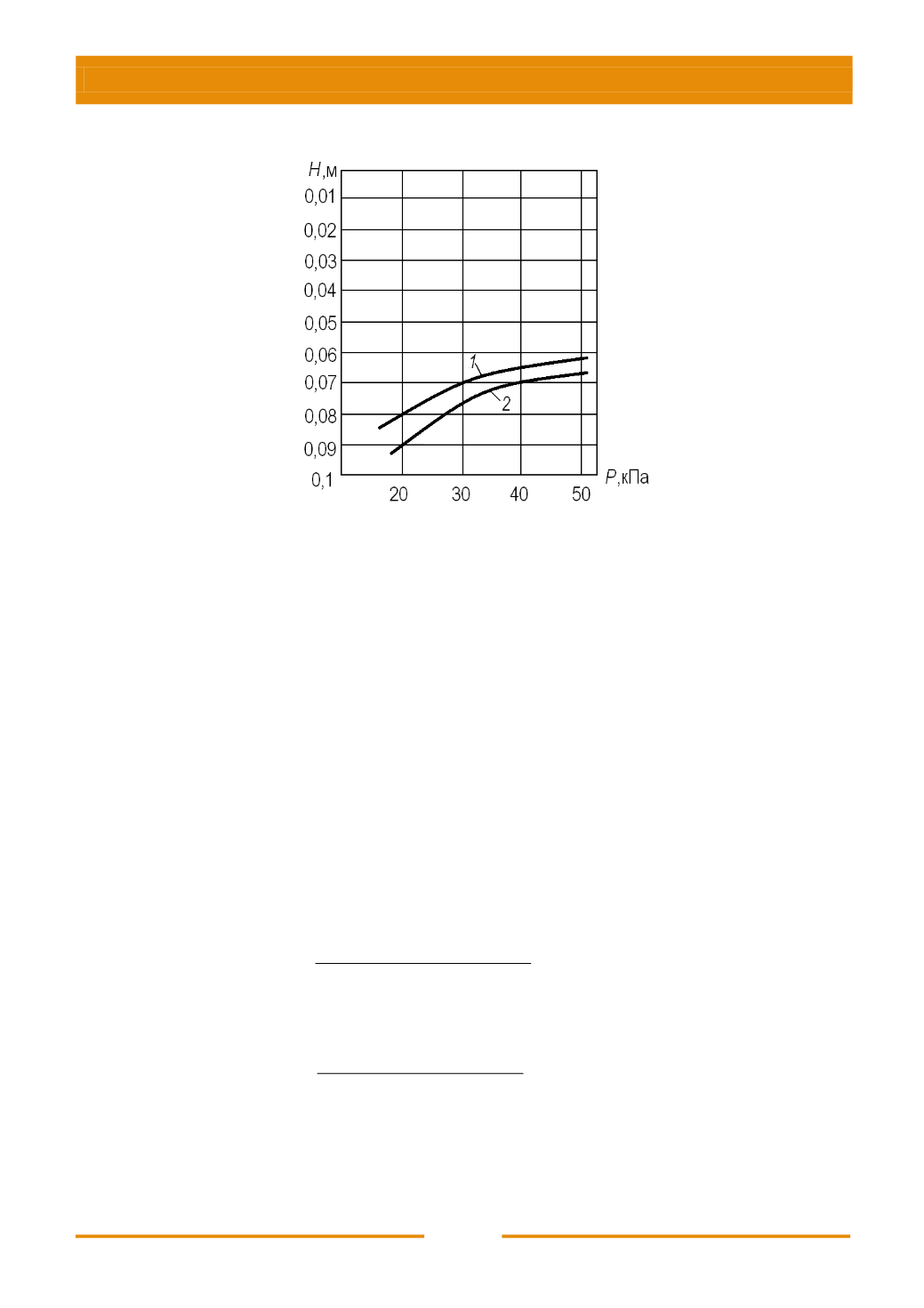
Рис. 6.12. Изменение ординаты точки перегиба кривых распределения
напряжений по высоте вакуумируемой полуформы:
1
– плотность набивки песка 1670 кг/м
3
, (время виброуплотнения 7 с);
2
– плотность набивки песка 1690 кг/м
3
, (время виброуплотнения 15 с)
6.5.4. Определение минимально необходимой степени разрежения
С практической точки зрения, при подготовке технологии изготовления
отливок в вакуумно-пленочных формах крайне важным становится знать, какую
степень разрежения
Р
необходимо создать в поровом пространстве
наполнителя, чтобы сохранить созданную на этапе формообразования прочность
формы на всех технологических этапах и получить бездефектные отливки. Ранее
уже было показано действие на вакуумируемую полуформу всех сил и
напряжений на стадии формообразования.
Решим равенство (6.14) относительно
Р
. В результате несложных
преобразований получим выражение вида
)
(
)]
( 2[
Ay
Ay
AH
Ay
Ay
AH
e e e
B e e е
Ρ
или
)
(
)
2(
)
(
)
(
Ay
yHA
Ay
yHA
e
e
B e
е
Ρ
.
(6.19)
Решая уравнение (6.19), задав аргументу
y
значение, равное высоте опоки
Н
, окончательно получим минимальную величину разрежения
Р
в период


