ТЕХНОЛОГИЧЕСКИЕ ОПЕРАЦИИ И ОБОРУДОВАНИЕ
ДЛЯ СПЕЦИАЛЬНЫХ ВИДОВ ЛИТЬЯ
64
10.3. Литьё во вращающиеся валки
При литье во вращающиеся валки расплав заливается в специальный
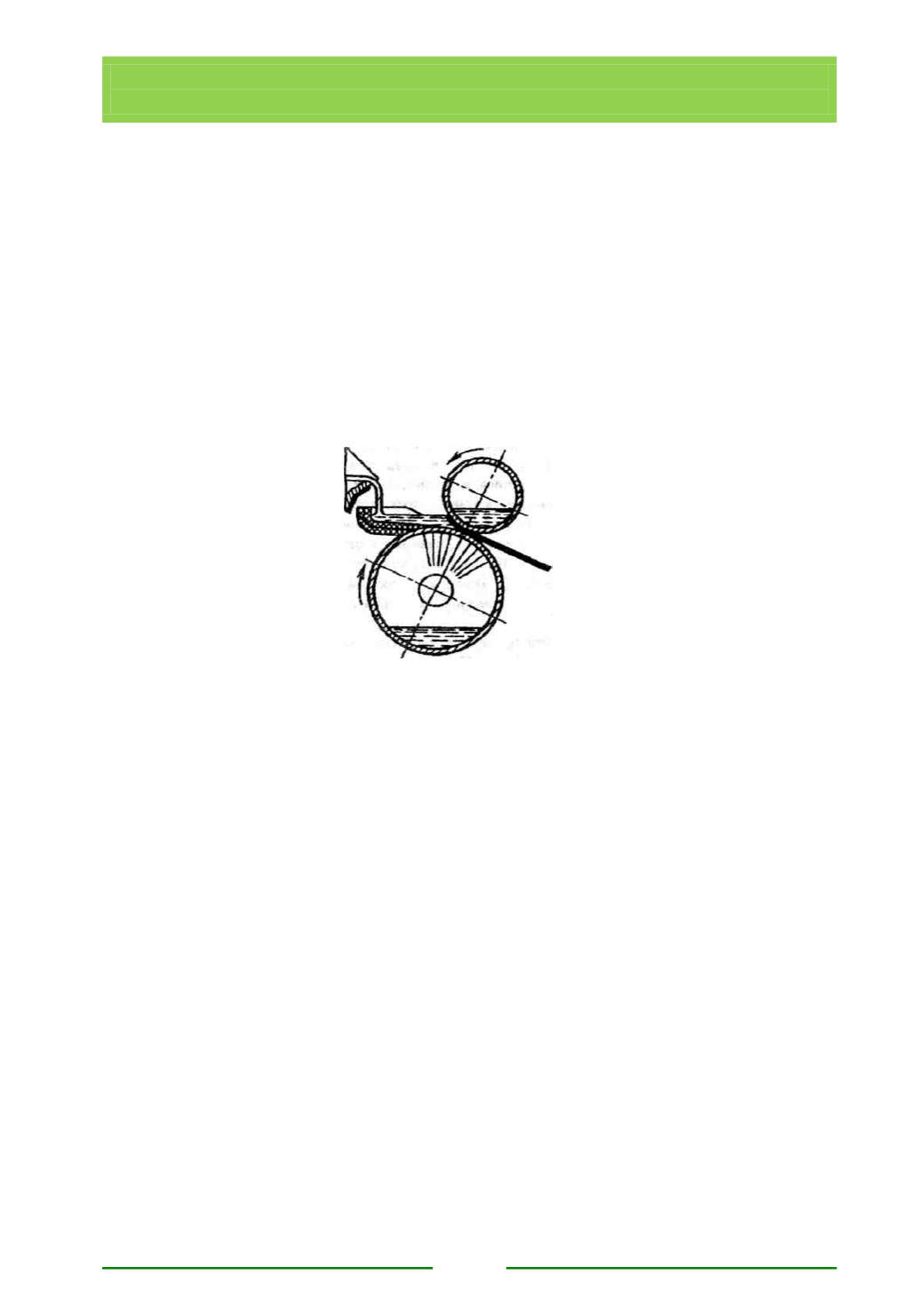
лоток, который направляет его в узел формирования отливки (рис.10.5),
состоящий из двух вращающихся в противоположных направлениях валков,
охлаждаемых внутри распыляемой водой. В зоне формирования на
поверхностях валков намораживаются корочки металла, которые свариваются
в наиболее узком месте между валками. В результате получается непрерывная
лента или лист, полученные без применения технологии прокатки. Таким
путем можно получать листы и ленты из непластичных материалов, например,
чугуна толщиной до 1мм. Вследствие большой скорости охлаждения чугун
получается отбеленным и подлежит отжигу.
Рис.10.5. Схема непрерывного литья во вращающихся валках.
10.4.Непрерывное вытягивание заготовок
с поверхности расплава
Для непрерывного вытягивания заготовок на поверхность расплава в
печи помещают плиту-поплавок из материала, не реагирующего с
расплавом. Плита-поплавок имеет отверстие, соответствующее профилю
получаемой заготовки (рис.10.6). При погружении плиты-поплавка в
расплав на небольшую глубину из отверстия выступает мениск расплава, в
который вводят затравку, профиль которой также соответствует профилю
заготовки. После сцепления затравки с затвердевшим в зоне
соприкосновения металлом, она медленно перемещается вверх
перпендикулярно поверхности расплава, увлекая за собой сквозь отверстие
в плите-поплавке расплав за счет сил поверхностного натяжения. При этом
вытягиваемый расплав постепенно затвердевает. Устойчивость процесса
обеспечивается строгим согласованием скорости вытягивания заготовки со
скоростью ее затвердевания. Таким способом можно получить ленты
толщиной 0,15— 4,0мм, трубы со стенками толщиной 0,2-2,0мм, панели
теплообменников типа
труба в листе
и т.д., то есть практически изделия
любого профиля. Изделия изготавливают в основном из алюминиевых сплавов.


