ТЕХНОЛОГИЧЕСКИЕ ОПЕРАЦИИ И ОБОРУДОВАНИЕ
ДЛЯ СПЕЦИАЛЬНЫХ ВИДОВ ЛИТЬЯ
8
При изготовлении тонкостенных отливок, модели которых могут
деформироваться, стояк является опорным элементом (рис. 7.2,
І
,
а
−
г).
Сборку
такого блока моделей осуществляют с помощью пайки. Расплав подводится в
массивные узлы отливок. Литниковая система не имеет питающих элементов -
прибылей, так как отливка питается от стояка; отсутствуют также элементы,
регламентирующие скорость заливки и задерживающие шлак и оксиды
.
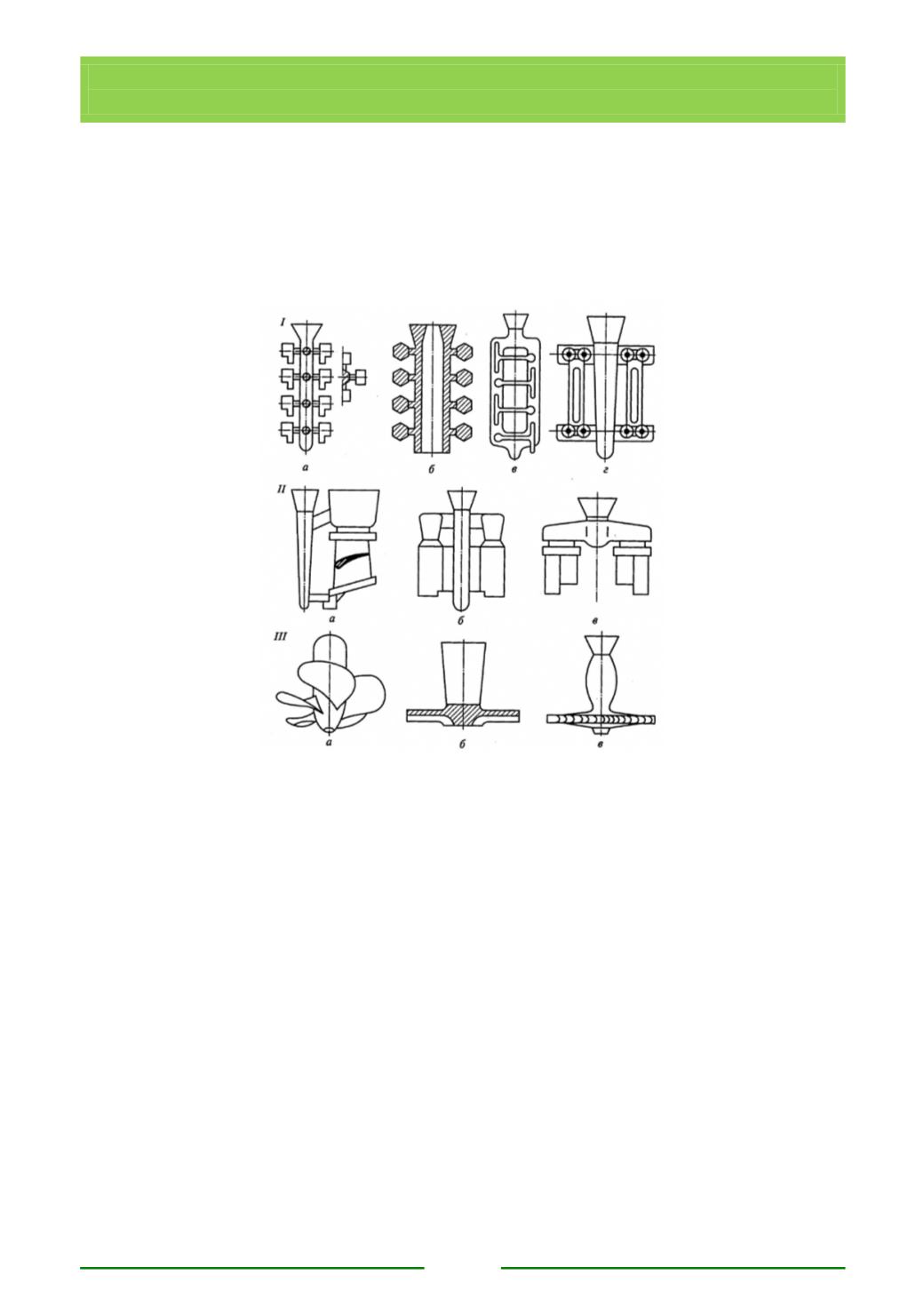
Рис. 7.2. Основные типы литниково-питающих систем:
I
—центральный стояк:
а
—
для
компактных отливок с одним тепловым узлом;
б—
для компактных отливок с одним тепловым узлом (стояк полый);
в
— для отливок типа плиты с распределенными тепловыми узлами (стояки параллельные);
г —
лучевые ярусные коллекторы для отливок с несколькими тепловыми узлами;
II
—местная прибыль и коллектор:
а
—четырехместная при центральном расположении стояка;
б
— для отливок типа лопаток с использованием вертикального щелевого питателя;
в
—местная прибыль и коллектор;
III
— верхняя прибыль:
а
— гребной винт;
б
— ротор;
в —
рабочее колесо газовой турбины
Литниково-питающая система типа II
(рис. 7.2,
II, а—в)
применяется
для изготовления отливок сложной конфигурации и ответственного назначения,
тонкостенных, а также отливок из легированных сталей средней и большой
массы. Литниковая система предоставляет собой стояк в сочетании с местными
(рассредоточенными) прибылями. Такая литниковая система позволяет
регулировать скорость заполнения формы с помощью суженного сечения.
Литниково-питающая система типа III
(рис. 7.2,
III, а—в)
применяется для изготовления отливок типа крыльчаток, гребных винтов,


