СПЕЦИАЛЬНЫЕ ТЕХНОЛОГИИ ЛИТЕЙНОГО ПРОИЗВОДСТВА
51
вихревую чашу и соединительные каналы межу ними можно также оформлять
стандартными шамотными припасами, особенно для крупных отливок.
В качестве недостатка следует отметить увеличение трудоемкости литья в
связи с необходимостью изготовления специальной вихревой надставки, а также
некоторое увеличение продолжительности заливки, связанное с падением
напора, образованием полого вихря и повышением вязкости суспензионного
металла.
Для устранения указанных недостатков разработано усовершенствованное
устройство для ввода дисперсных микрохолодильников самотеком под струю
жидкого металла, вытекающего из стопорного ковша.
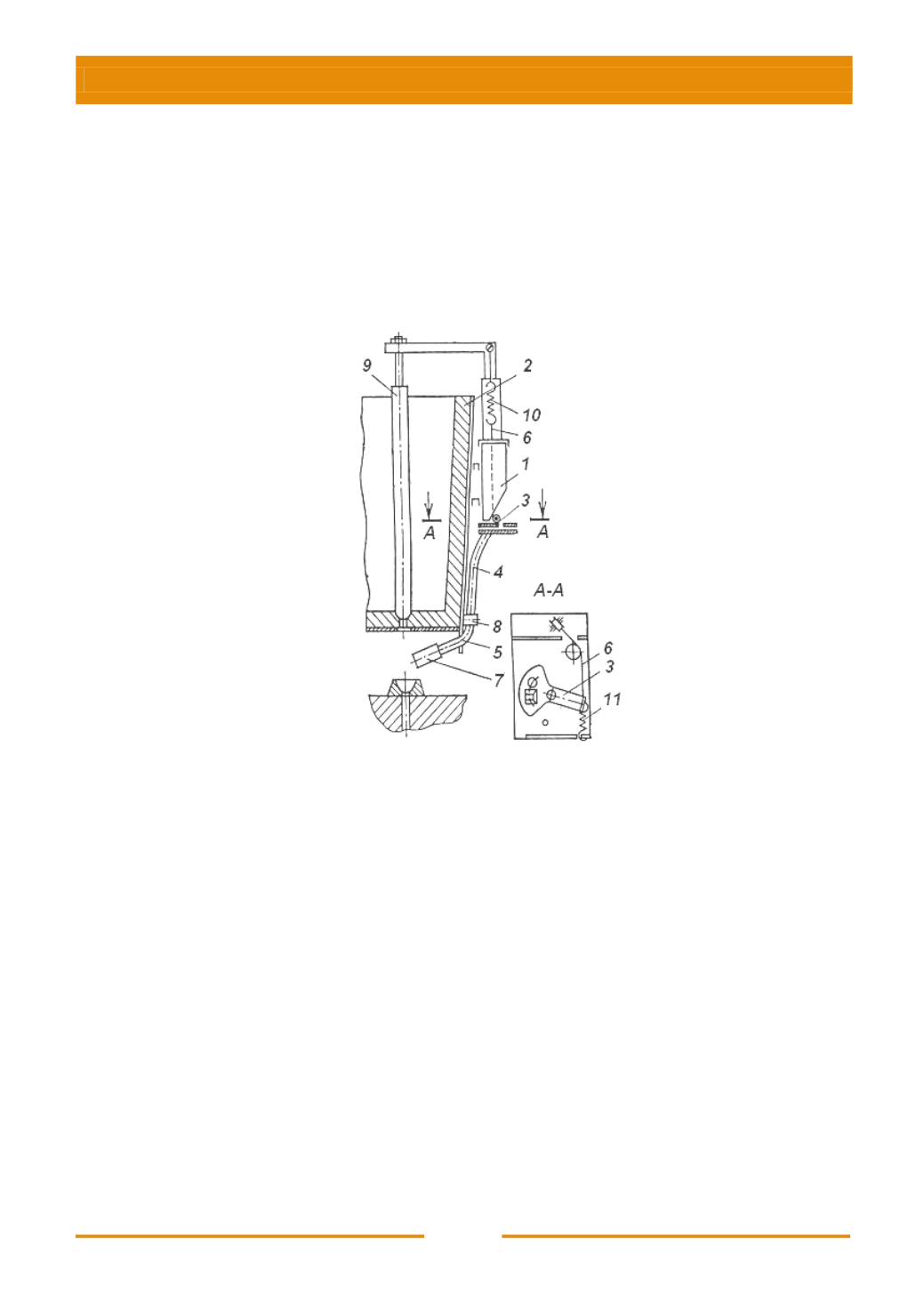
Установка для ввода микрохолодильников под струю самотеком, которая
также находит применение в литейных цехах, показана на рис. 2.3.
Установка состоит из бункера-дозатора
1
, смонтированного на стопорном
ковше
2
, подводящих трубопроводов
4, 5
, шибера
3
, связанного со стопором
разливочного ковша 9 эластичной тягой
6
. При открывании стопора
9
тяга
6
открывает шибер
3
, дробь из бункера-дозатора
1
через трубы
4
и
5
попадает на
струю жидкого металла и увлекается ею в форму. После окончания заливки
стопор
9
опускается и под действием пружин
10
и
11
шибер перекрывает
трубопровод, подводящий дисперсный инокулятор. Нижняя часть трубопровода
5
выполнена съемной и устанавливается на ковш с помощью втулки
8
после
Рис. 2.3. Схема устройства для ввода
дисперсного инокулятора в струю расплава самотеком:
1
– бункер-дозатор;
2
– стопорный ковш;
3
–шибер;
4
и
5
– трубопроводы;
6
– тяга;
7
– наконечник;
8
– втулка;
9
– стопор разливочного ковша;
10
и
11
– пружины


