СПЕЦИАЛЬНЫЕ ТЕХНОЛОГИИ ЛИТЕЙНОГО ПРОИЗВОДСТВА
41
1
= 272 кДж/кг.
Вычисленные на ЭВМ координаты изотерм
Т
л
и
Т
с
по оси
y
представлены
графически на рис. 1.9.
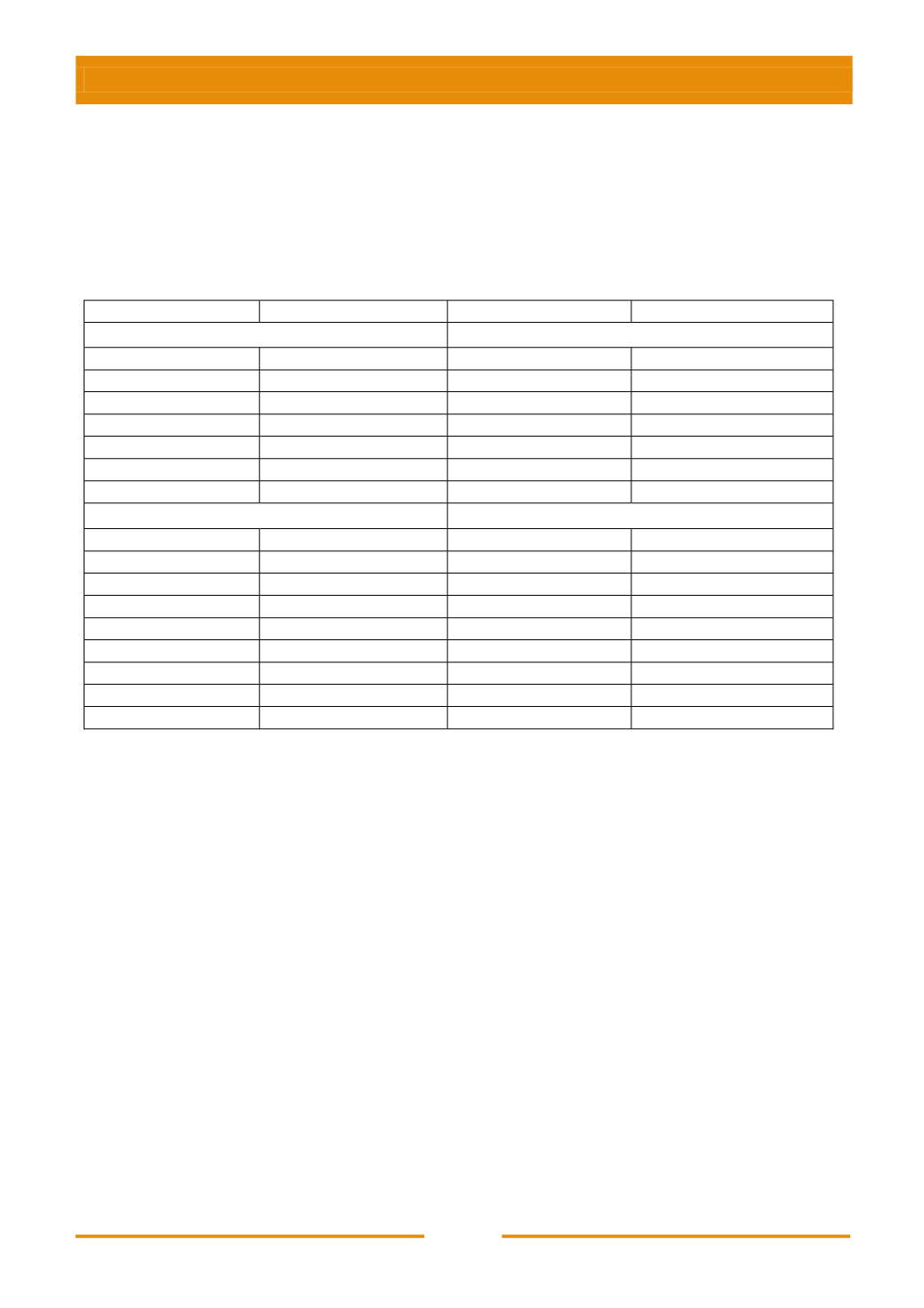
Таблица 1.11
Экспериментальные значения температуры поверхности отливок
Время, мин
Температура, К
Время, мин
Температура, К
X
2
= 5 мм
X
2
= 15 мм
0
1838
0
1838
2,5
1628
4,0
1683
5,0
1608
8,0
1643
7,5
1588
12,0
1623
10,0
1573
16,0
1613
12,5
1563
20,0
1603
15,0
1548
24,0
1593
X
2
=
30 мм
Объемная форма
0
1838
0
1838
5,0
1698
5,0
1703
10,0
1683
10,0
1693
15,0
1673
15,0
1683
20,0
1668
25,0
1673
25,0
1653
35,0
1663
30,0
1653
40,0
1663
35,0
1648
45,0
1658
40,0
1643
55,0
1653
Характер кинетических кривых затвердевания в зависимости от
интенсивности охлаждения представляет большой практический интерес, так
как позволяет проанализировать продолжительность пребывания металла в
двухфазном состоянии (расстояние между
Т
л
и
Т
с
по горизонтали) и ширину
двухфазной зоны (расстояние по вертикали). От ширины двухфазной зоны, в
свою очередь, зависит процесс питания отливок, формирование ликвационной
неоднородности и горячих трещин. Продолжительность пребывания металла в
указанной зоне влияет на структуру металла: плотность дендритной структуры,
дендритную
неоднородность,
характер
распределения
и
размеры
неметаллических включений.
Анализ кривых (рис. 1.9 и 1.10) показывает, что ширина двухфазной зоны
постепенно увеличивается от периферии к центру отливки. С увеличением
интенсивности охлаждения затвердевающего расплава ширина исследуемой
зоны сокращается.
Продолжительность пребывания металла в двухфазном состоянии (
) с
уменьшением интенсивности охлаждения и по мере удаления от периферии
увеличивается (рис. 1.10). Максимальная продолжительность пребывания


