СПЕЦИАЛЬНЫЕ ТЕХНОЛОГИИ ЛИТЕЙНОГО ПРОИЗВОДСТВА
48
бункера-дозатора регулируется с помощью заслонки
2
с калиброванным
отверстием. Микрохолодильники, попадая в центр воронки, где создается
разрежение, захватываются вращательным движением жидкого металла,
усваиваются им и уносятся в полость формы
6
.
Работает данное устройство следующим образом. Сначала по модели в
специальной опоке формуется вихревая (литниковая) надставка
5
и
устанавливается на форму таким образом, чтобы ось вихревой чаши
3
и ось
стояка
8
совпали. Затем или параллельно готовится необходимое количество
микрохолодильников, которые засыпают в бункер-дозатор
1
, установленный над
вихревой чашей
3
. Центр выпускного отверстия бункера-дозатора должен
совмещаться с центром вихревой чаши. В момент засыпки порошка выходное
отверстие бункера-дозатора
1
перекрыто заслонкой. Далее наполняется жидким
металлом разливочный ковш
7
, который транспортируется к месту заливки.
После установки ковша в требуемом положении начинается заливка
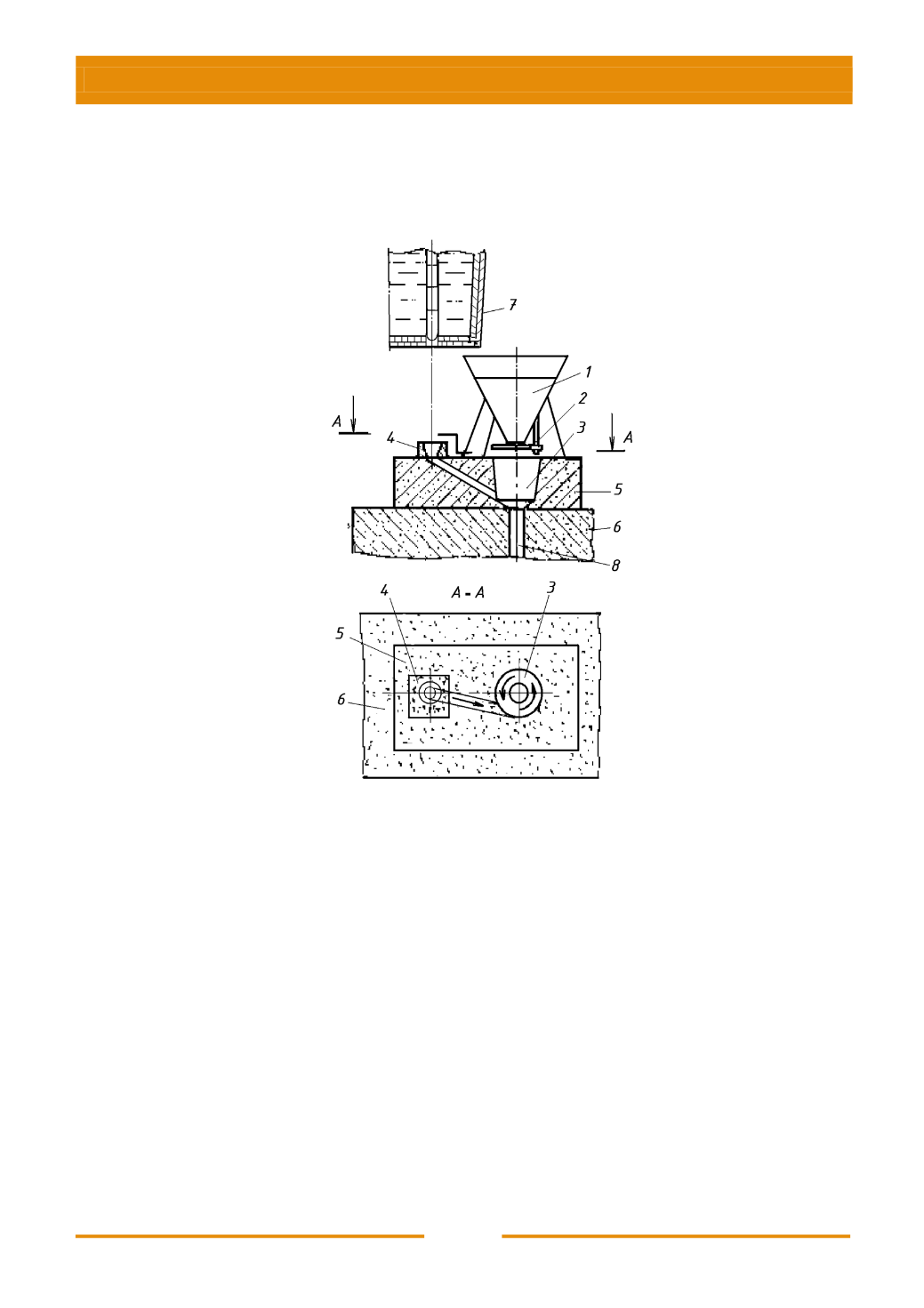
Рис. 2.1. Схема ввода микрохолодильников
с установкой бункера-дозатора на форму:
1
– бункер-дозатор;
2
– заслонка с калиброванным отверстием;
3
– вихревая чаша (смеситель);
4
– приемная чаша;
5
– литниковая надставка;
6
– форма;
7
– разливочный ковш;
8
– стояк


