СПЕЦИАЛЬНЫЕ ТЕХНОЛОГИИ ЛИТЕЙНОГО ПРОИЗВОДСТВА
176
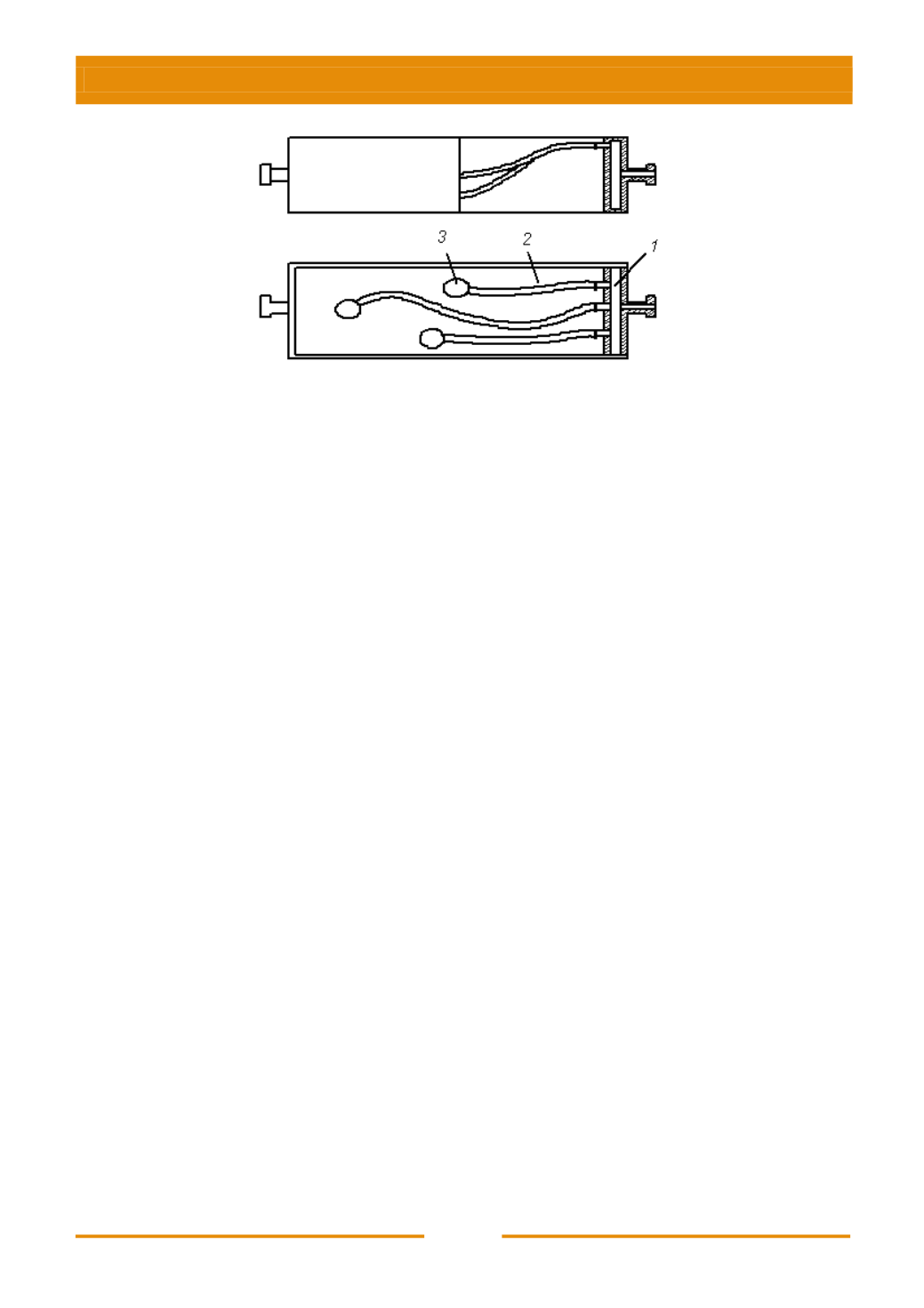
Рис. 6.7. Опока с гибкими вакуумпроводами:
1
– коллектор;
2
– вакуумный шланг;
3
– откачивающий элемент
Тем не менее, недостатком ее является необходимость (после выбивки формы)
подбора и фиксации гибких вакуумных шлангов во время транспортировки опоки,
например, при возврате опоки на позицию формообразования. По этой же причине
становится затруднительным использование опок подобной конструкции на
автоматических формовочных линиях.
Вопрос сохранения прочности ВПФ на различных технологических этапах
производственного цикла изготовления отливок всегда являлся весьма актуальным.
Поэтому поиски повышения гарантий, обеспечивающих минимальную вероятность
обрушения форм, особенно во время ее транспортировки на какую-либо
технологическую позицию, заставляют специалистов искать различные решения, в
том числе и в конструкциях самих опок.
Если рассматривать классификацию опок по конфигурации внутренней
(формообразующей) поверхности, то следует отметить, что в основном
внутренние боковые стенки опок расположены перпендикулярно ладу и
контрладу. Однако существуют и такие конструкции, когда опока (рис. 6.8)
представляет собой, например, закрытую с пяти сторон емкость, внутри которой
расположена ситовая камера
1
для наполнительного материала с отверстием в
днище, сообщающимся с запираемым выходным каналом «г» в днище опоки
7
,
которая устанавливается на модельную плиту
4
с моделью, накрытой пленкой
3
.
В пространство между ситовой камерой и моделью через загрузочную емкость
2
подается сухой песок. Выходной канал опоки закрывается пробкой
6
.
Патрубок
5
для подключения к вакуумирующей системе подведен к
полости между ситовой камерой
1
и стенками опоки. При этом воздух из
полости откачивается через щелевидные отверстия ситовой камеры. Затем опоку
переворачивают на 180
и снимают модельную плиту с моделью. Очевидно
основная задача данной конструкции – это сокращение пути фильтрации
газовоздушного потока от граничной поверхности рабочей полости до ситовой
камеры
1
при разгерметизации формы во время заливки ее расплавом. При этом


