ТЕХНОЛОГИЯ СПЕЦИАЛЬНЫХ ВИДОВ ЛИТЬЯ
96
3.4. Автоматизированный комплекс литья под давлением
На рис. 3.19 представлена планировка автоматизированного комплекса машин
для литья под давлением.
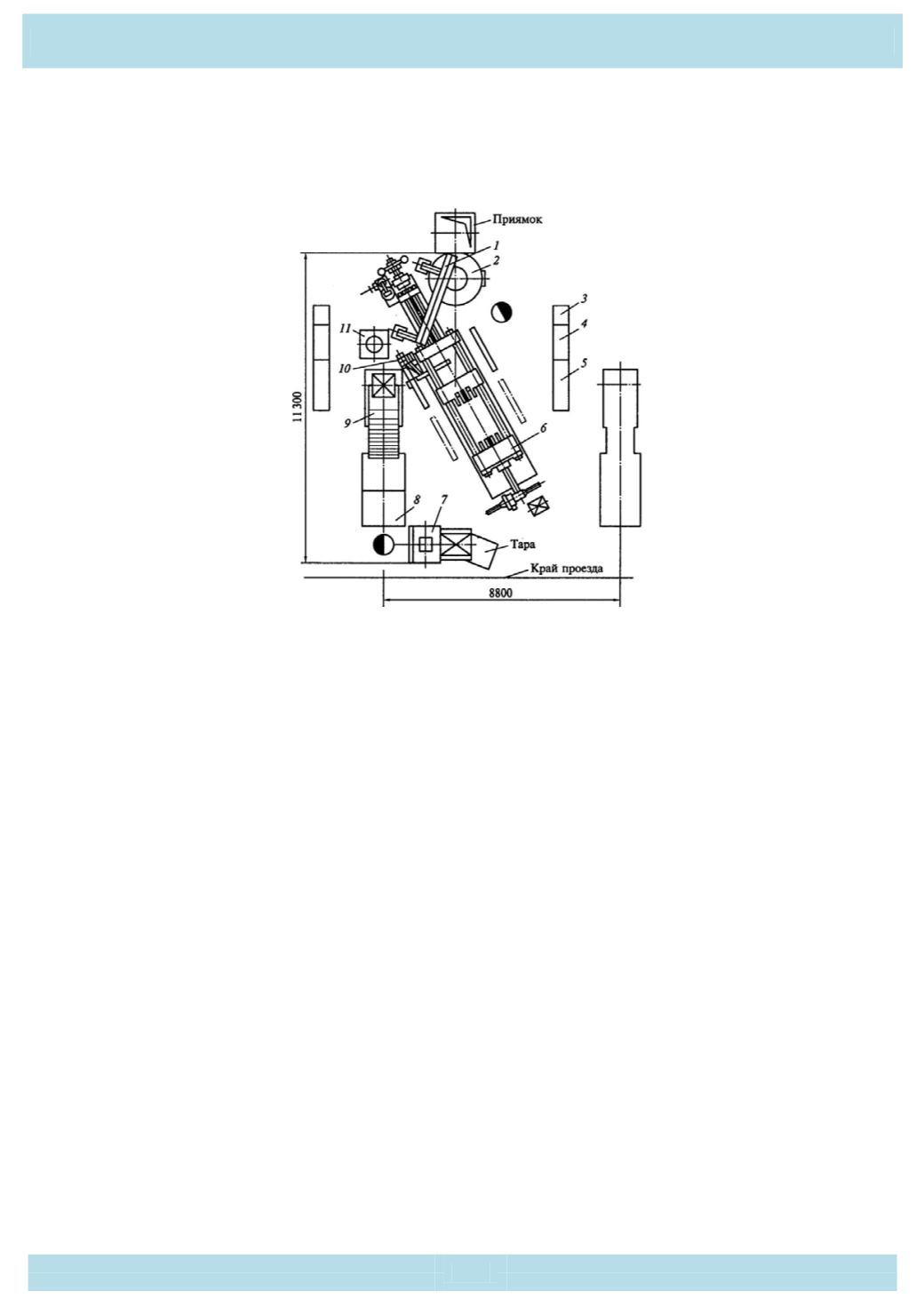
Рис. 3.19. Планировка автоматизированного комплекса машин
для литья под давлением:
1
—заливочно-дозирующее устройство;
2
—раздаточная печь;
3
—система регулирования температуры расплава в печи;
4
—система контроля и регулирования температуры пресс-формы;
5 —
система управления механизмами комплекса;
б—
литейная машина;
7— обрубной пресс;
8 —
приемный стол;
9
— конвейер;
10
—манипулятор;
11
— устройство для смазывания пресс-форм.
Основа комплекса — литейная машина
6
с холодной камерой прессования,
имеющая быстродействующий механизм прессования, оснащенная приборами для
контроля работы и наладки механизмов прессования и запирания пресс-формы.
Смазывание рабочей поверхности пресс-формы осуществляется автоматическим
устройством
11.
Расплав подается из раздаточной печи
2
заливочно-дозирующим
устройством
1
в камеру прессования машины. После затвердевания и охлаждения
отливки пресс-форму раскрывают и отливку выталкивают, далее после ее съема ма-
нипулятором
10
отливка может быть помещена в ванну с охлаждающей водой, после
чего по конвейеру
9
отливка перемещается на приемный стол
8
и после визуального
контроля оператором переносится им в штамп обрубного пресса
7,
откуда отливка
попадает в тару. Комплекс управляется системой управления 5. Для поддержания
заданных температурных режимов процесса машина имеет систему контроля и
регулирования температуры пресс-формы, управляемую аппаратурой
4,
и систему
3
регулирования температуры расплава в раздаточной печи.
Пневматическое заливочно-дозирующее устройство для заливки алюминие-
вых сплавов представлено на рис. 2.26.


