" Н а у к а м о л о д ы х " , 2 6 н о я б р я 2 0 1 9 г . , А р з а м а с
П о с в я щ а е т с я 8 5 - л е т и ю в ы с ш е г о п е д а г о г и ч е с к о г о о б р а з о в а н и я в А р з а м а с е и
8 0 - л е т и ю п р о ф е с с о р а В я ч е с л а в а П а в л о в и ч а П у ч к о в а
266
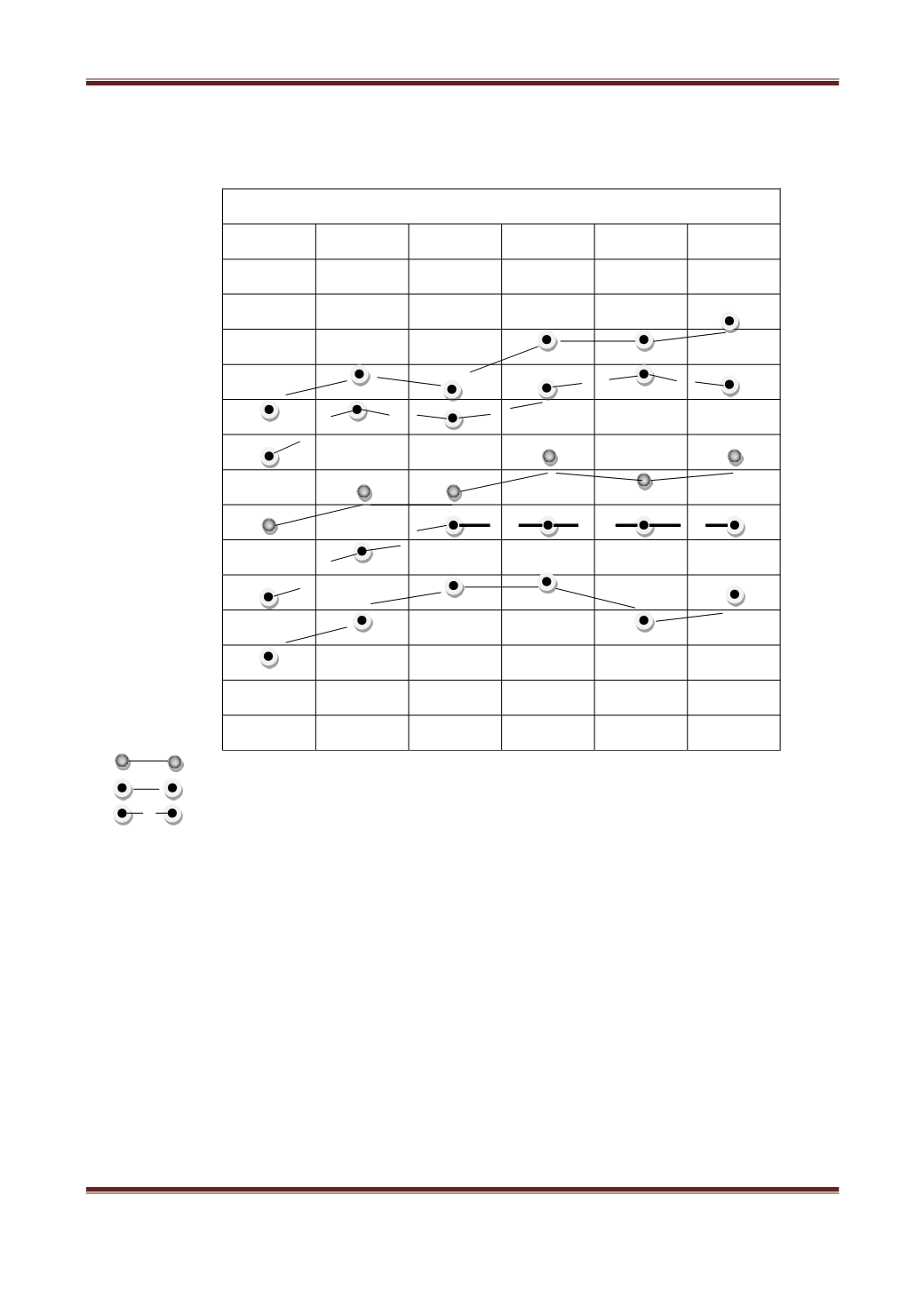
выходят за пределы допуска Тв и Тн. Коэффициент настройки фактический
Кнф
меньше коэффициента настройки допустимого
К
НД (
ККФ < К
НД). Статистический
допуск ± 3S меньше допуска по чертежу.
Номера групп
1
2
3
4
5
6
Т
В
=42,025
42,022
+3S
42,020
Х
i max
42,018
42,016
X
42,014
42,012
42,010
X
i min
42,008
42,006
-3S
42,004
42,002
Т
Н
=42,000
X
- групповые средние арифметические значения;
S- групповые средние квадратические отклонения;
X
imax
, X
imin
- групповые наибольшие и наименьшие значения.
Рис. 3. Точностная диаграмма обработки отверстия
42,0
+0,025
мм
Проведено исследование показало, что геометрическая точность
отверстия после обработки на расточном станке повысилась более чем в 2 раза
с 10,3 мкм до 4,2 мкм.
Анализ моделирования поверхности отверстий показал, что при
обработке отверстия Ø42 мм на токарном станке модели МК6059 образуется
поверхность с большим отклонением от цилиндричности, чем при обработке
на горизонтально-расточном станке W100 А.
При обработке на горизонтально-расточном станке W100А ввода
коррекции на инструмент. В этом случае достигается требование допуска
цилиндричности обработанного отверстия с отклонением 1,06 мкм.


