" Н а у к а м о л о д ы х " , 2 6 н о я б р я 2 0 1 9 г . , А р з а м а с
П о с в я щ а е т с я 8 5 - л е т и ю в ы с ш е г о п е д а г о г и ч е с к о г о о б р а з о в а н и я в А р з а м а с е и
8 0 - л е т и ю п р о ф е с с о р а В я ч е с л а в а П а в л о в и ч а П у ч к о в а
274
Нас интересуют выходные переменные (y1, y2,…,ym,), которые
характеризуют состояние объекта в зависимости от исходных данных. В
качестве объекта в нашем случае принимается процесс резания. Входные
переменные данные – это скорость, подача и износ инструмента.
В качестве переменной x1 принимаем скорость резания (м/с) в интервале
40<x1<150; обозначим x2 подачу (мм/об) в интервале 0,02<x2<0,15; износ
инструмента обозначим x3 (мм) в интервале 0,1<x3<0,15. Стоит отметить, что
при сверлении глубина резания параметр постоянный (половина диаметра
режущего инструмента), поэтому в этом расчете учитываться не будет.
В качестве объекта исследования примем процесс резания, т.е он состоит
из двух компонентов: режущего инструмента и детали-заготовки. Деталь-
заготовка сделана из магнитно-мягкого материала – сталь 50Н, который
является труднообрабатываем. В процессе механической обработки происходит
упрочнение (наклеп) поверхностного слоя под действием сил резания. Данный
фактор напрямую влияет на стойкость инструмента и время его работы в
штатном режиме. С другой стороны, данный материал изменяет свои
магнитные свойства и это необходимо учитывать при составлении
технологического процесса.
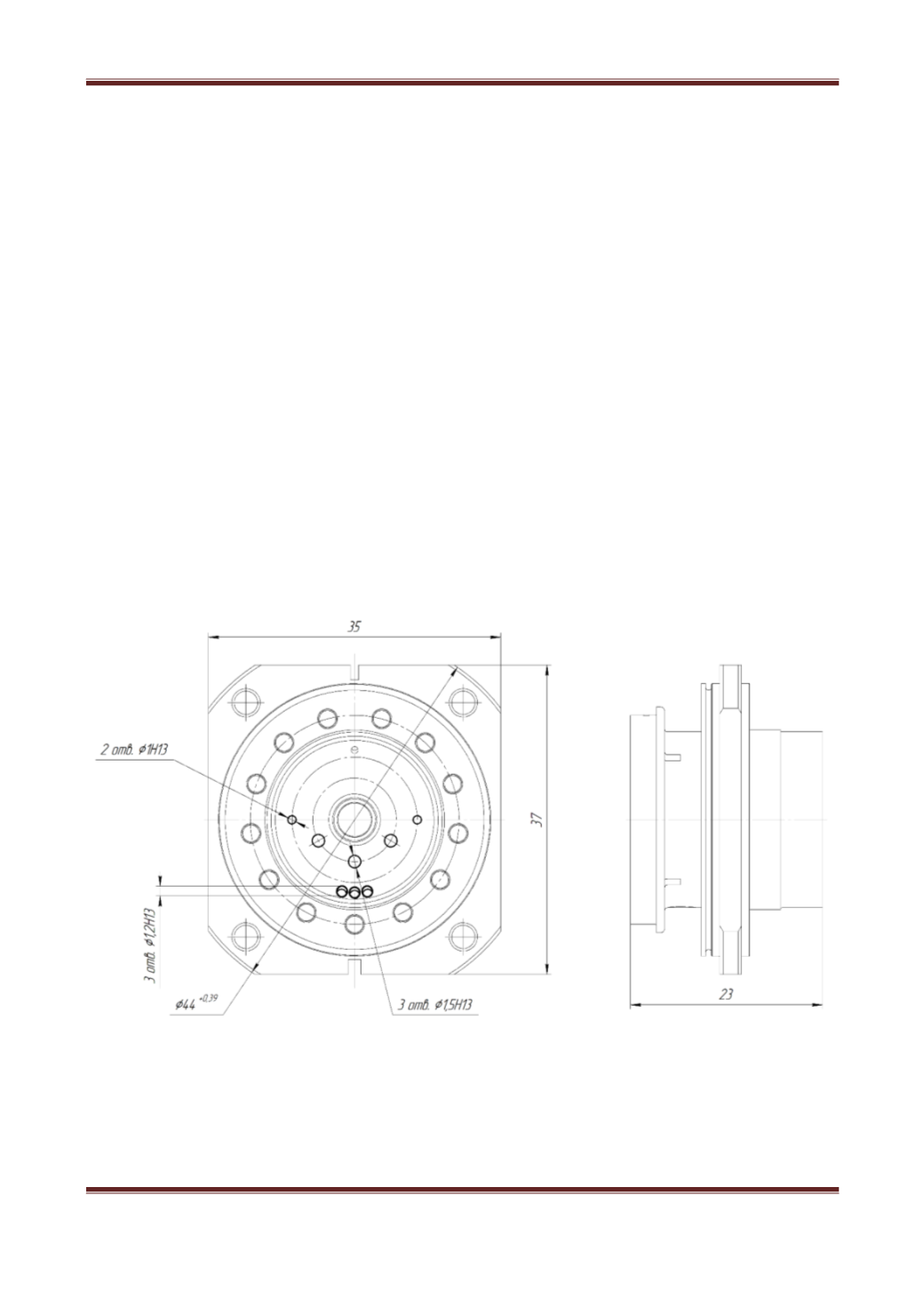
Деталь «Корпус» изображена на рис. 2.
Рис. 2. Эскиз детали «Корпус»
Преждевременный износ и поломка режущего инструмента наблюдается
при получении отверстий Ø1 мм, Ø1,2 мм и Ø1,5 мм. Данные отверстия


