СПЕЦИАЛЬНЫЕ ТЕХНОЛОГИИ ЛИТЕЙНОГО ПРОИЗВОДСТВА
24
вспененными гранулами, должны иметь специальные затворы.
Для изготовления особо тонкостенных пенополистироловых моделей
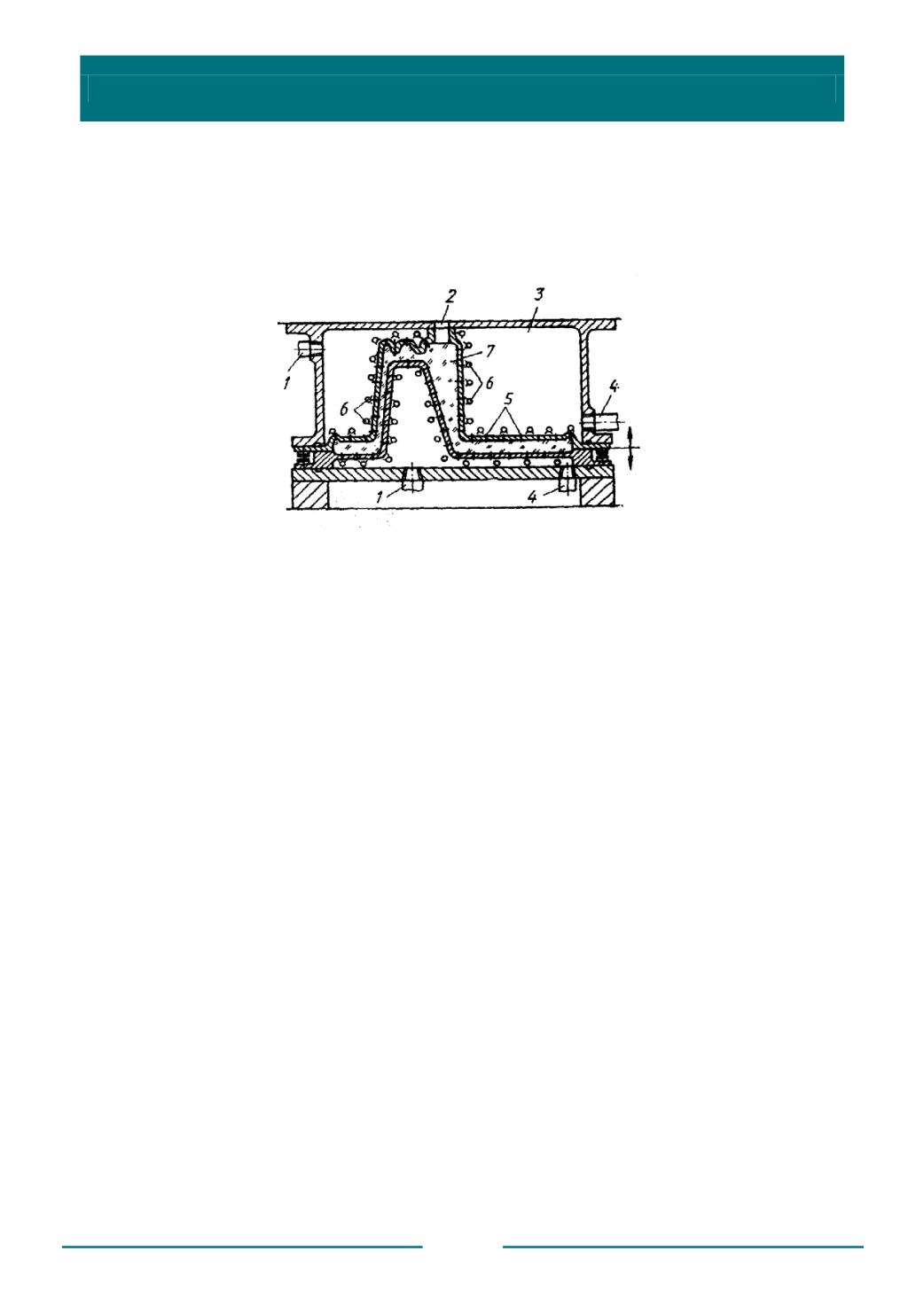
(2…3 мм) пресс-формы снабжают паровой камерой (рис. 1.4). Из паровой камеры
пар через венты, расположенные в стенках рабочей полости пресс-формы,
поступает внутрь ее и нагревает находящиеся в ней гранулы.
Рис.1.4. Пресс-форма с паровой камерой и вентами для подачи пара
к гранулам полистирола:
1
,
4
– отверстия для подачи и выхода пара соответственно;
2
– отверстия для задува гранул;
3
– паровая камера;
5
– венты;
6
– форсунки для воды;
7
– модель
При выборе конструктивных элементов пресс-форм используют
рекомендации ГОСТ 19947 – 74…ГОСТ 19999 – 74 «Пресс-формы для
выплавляемых моделей».
1.4. Технология изготовления моделей
Технология изготовления моделей зависит, прежде всего, от свойств
материалов, которые используют в этом процессе. Несмотря на некоторые
различия, общими операциями при изготовлении моделей являются: подготовка
пресс-формы, заполнение пресс-формы модельным составом, охлаждение
пресс-формы ниже температуры плавления или размягчения модельного состава,
извлечение моделей из пресс-формы и выдержка моделей до окончания усадки.
Подготовка пресс-формы заключается в удалении из полости пресс-формы
остатков модельного состава, нанесению смазочного материала на рабочую
поверхность и ее подготовку до рабочей температуры.
При изготовлении моделей из воскообразных составов заполнение
пресс-формы осуществляется свободной заливкой или заливкой под давлением
расплавленного модельного состава, запрессовкой модельного состава в
пастообразном состоянии или в твердом гранулированном виде.
Свободную заливку модельного состава используют при изготовлении
полых моделей из легкоплавких и растворимых модельных материалов. Этот


