СПЕЦИАЛЬНЫЕ ТЕХНОЛОГИИ ЛИТЕЙНОГО ПРОИЗВОДСТВА
26
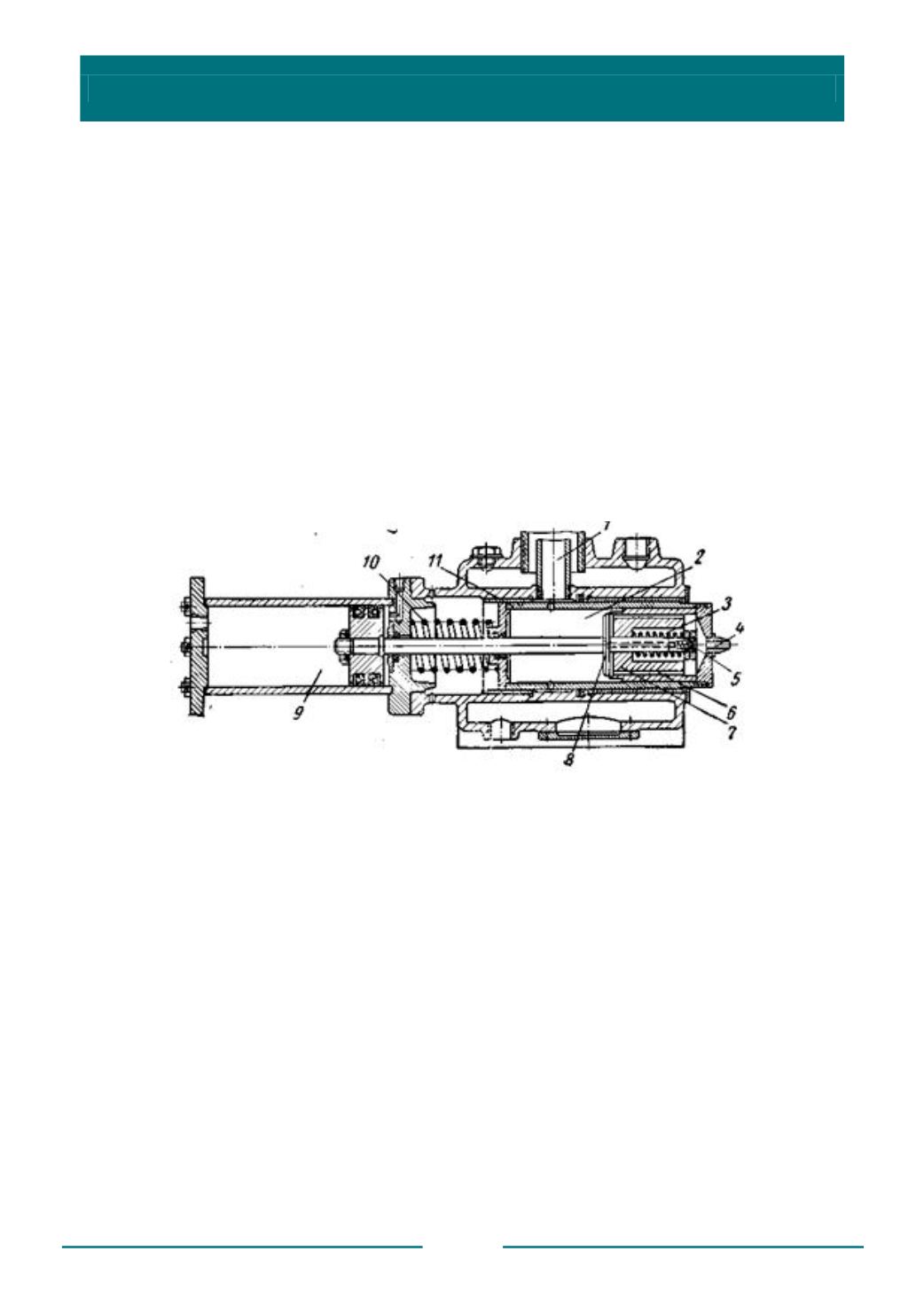
Модельный состав через трубопровод
1
подается в полость
2
.
Поршень
7
пневмоцилиндром
9
отводится в крайнее левое положение,
крышка
8
отходит от поршня
7
при сжатии пружины
3
и модельный состав по
каналам
6
попадает в левую часть полости
2
. Одновременно пружина
10
сжимается, и цилиндр
11
перемещается влево, при этом происходит отделение
запрессовочного устройства от пресс-формы. При обратном ходе поршня
7
запрессовочное устройство поджимается к пресс-форме пружиной
10
,
крышка
8
перекрывает каналы
6
и поршень
7
выдавливает модельный состав через
отверстие
4
в пресс-форму. После заполнения пресс-формы излишки модельного
состава поступают в левую часть полости
2
через обратный клапан
5
и
отверстие в штоке поршня.
Запрессовка под давлением порошкообразного или гранулированного
модельного состава также позволяет получать пористые модели, содержащие в
порах воздух, которые отличаются высокой размерной точностью и чистотой
поверхности.
Рис. 1.6. Схема автоматического шприца
для запрессов ки пастообразного модельного состава:
1
– трубопровод;
2
– рабочая полость;
3
– пружина клапана;
4
– выпускное отверстие;
5
– обратный клапан;
6
– канал;
7
– рабочий поршень;
8
– крышка;
9
– пневмоцилиндр;
10
– пружина;
11
– цилиндр
Модели из пенополистирола можно также получать вспениванием гранул
полистирола в металлической пресс-форме. Процесс получения моделей этим
способом состоит из следующих операций: нанесение на форму разделительного
покрытия, загрузка формы предварительно подвспененными гранулами, нагрев
формы для окончательного вспенивания гранул пенополистирола, охлаждение
формы с моделью и извлечение готовой модели. Заполнение формы
подвспененными гранулами осуществляется при помощи вакуума, задувки гранул
сжатым воздухом, инжекторами и т.д. Нагрев формы производиться горячей
водой, паром, токами высокой частоты.


