СПЕЦИАЛЬНЫЕ ТЕХНОЛОГИИ ЛИТЕЙНОГО ПРОИЗВОДСТВА
22
Р
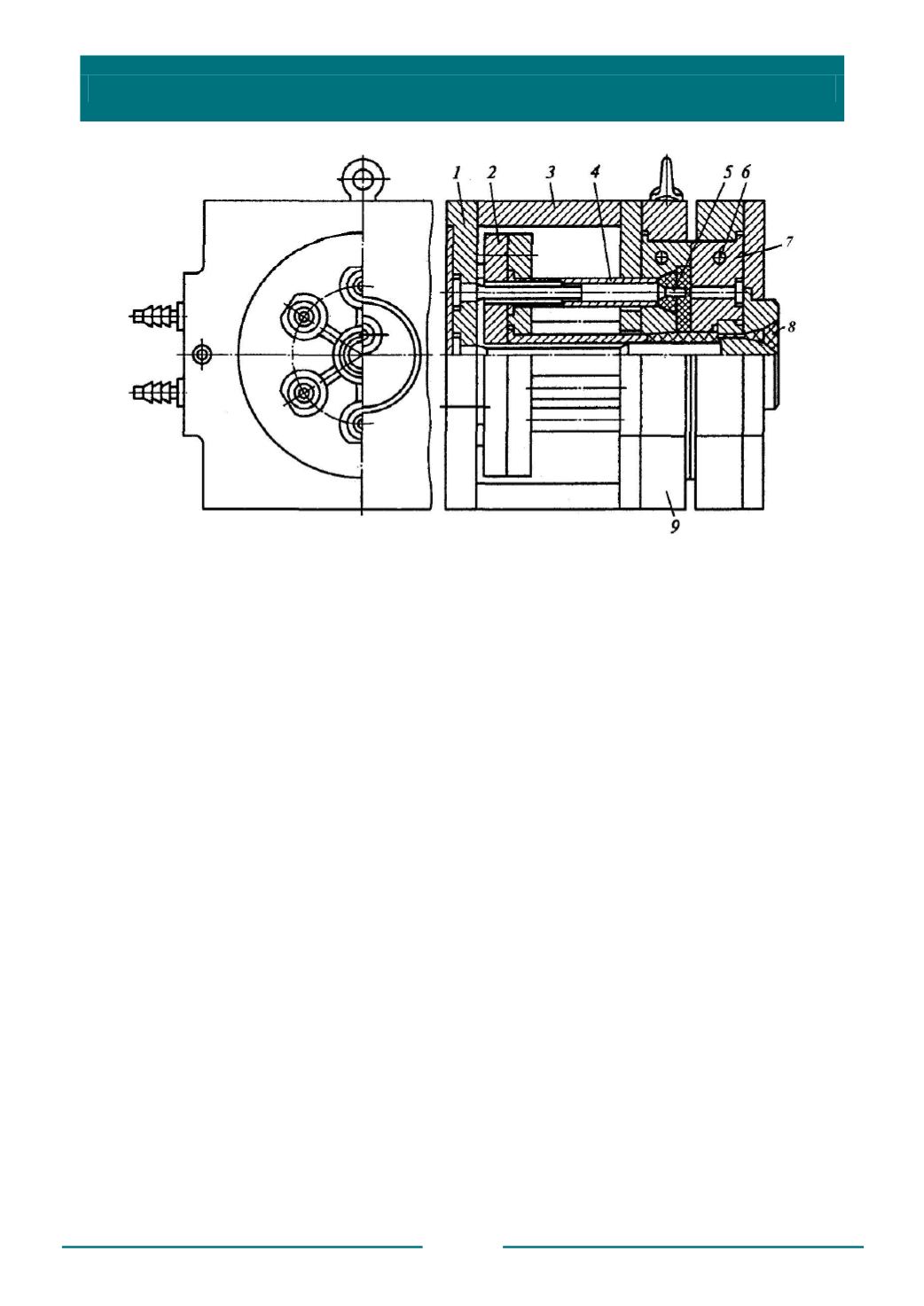
ис. 1.3. Пресс-форма для изготовления моделей в массовом производстве:
1
– плита стержней;
2
– плита выталкивателей;
3
– стойка;
4
– трубчатый толкатель;
5
– стержень;
6
– канал системы термостатирования пресс-формы;
7
– неподвижная матрица;
8
– канал для подачи модельного состава;
9
– подвижная матрица
Матрицы и вставки, оформляющие полости, изготовляют из стали марок 35,
40, 40Х; стержни, выталкиватели, литниковые втулки – из стали марки У8А;
плиты выталкивателей, стойки, основания – из стали марки 35.
Стержни, оформляющие отверстия, оси которых перпендикулярны к
плоскости разъема пресс-формы, чаще всего делают неподвижными. Отверстия,
оси которых расположены параллельно плоскости разъема, выполняют
подвижными стержнями. Для перемещения подвижных стержней применяют
копирные механизмы, механизмы с зубчатыми передачами, наклонным пальцем, с
винтовыми канавками. Такие механизмы позволяют перемещать стержни на
любую длину хода и развивать значительные усилия при удалении стержней.
Размеры рабочей полости пресс-формы рассчитывают с учетом усадки
модельного состава, расширения керамической формы при прокаливании и
заливке, а также усадки металла отливки. Шероховатость поверхности рабочей
полости пресс-формы должна быть в пределах
Rа
= 0,16…0,04 мкм. Меньшая
шероховатость поверхности удорожает стоимость изготовления пресс-формы и
практически не улучшает качества поверхности отливки.
Исполнительные размеры полости пресс-формы подсчитывают по
приближенным формулам:
Для наружных (охватываемых) размеров отливки
D
n
=
D
0
+
D
0
У
общ
/100 − 0,5δ
0
=
D
0
(1+ У
общ
/100) − 0,5δ
0


