СПЕЦИАЛЬНЫЕ ТЕХНОЛОГИИ ЛИТЕЙНОГО ПРОИЗВОДСТВА
21
карманы пресс-форм вентилируют с помощью узких каналов по разъему или по
стержням.
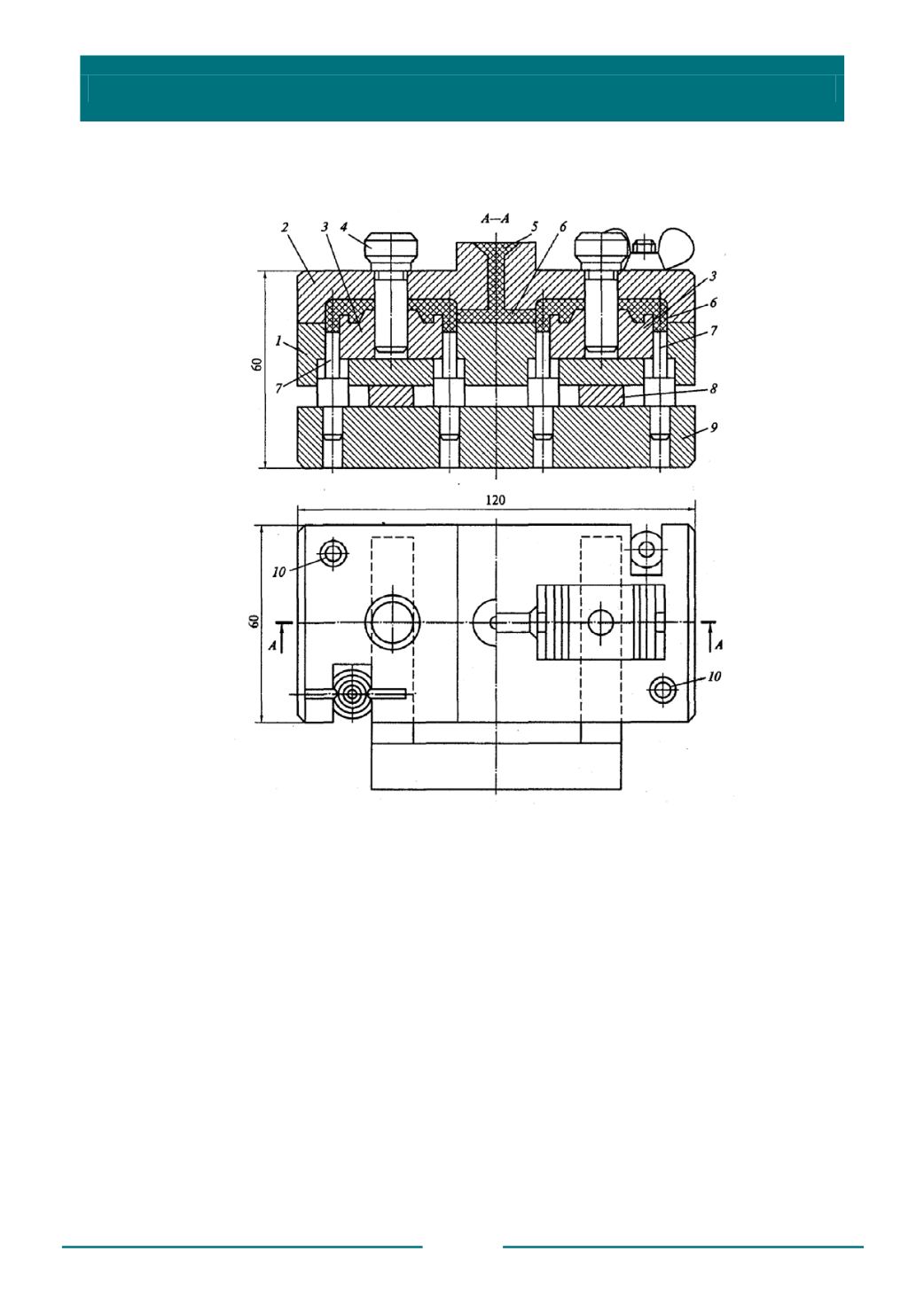
Рис. 1.2. Пресс-форма для изготовления моделей в серийном производстве:
1
– нижняя матрица;
2
– верхняя съемная матрица;
3
– вставки;
4
– подвижный стержень;
5
– литниковый канал;
6
– питатели;
7
– толкатели;
8
– фиксатор;
9
– плита основания;
10
– направляющие штыри
Пресс-форма (рис. 1.3) состоит из подвижной
9
и неподвижной
7
матриц,
неподвижных стержней
5
, выполняющих отверстия и полости в моделях, плиты
2
выталкивателей моделей, плиты
1
стержней, стоек
3
, трубчатых толкателей
4
,
каналов
8
для заполнения полости пресс-формы модельным составом, каналов
6
системы термостатирования пресс-формы. При раскрытии пресс-формы звено
моделей остается в неподвижной матрице и удаляется из нее толкателями после
того, как подвижная матрица будет на расстоянии, большем высоты моделей.
Такие пресс-формы устанавливают на карусельных автоматах для изготовления
моделей.


