М а т е р и а л ы X В с е р о с с и й с к о й н а у ч н о - п р а к т и ч е с к о й к о н ф е р е н ц и и
235
Наиболее эффективным методом контроля состояния процесса во
времени является построение и анализ контрольных карт [4]. Они являются
основным инструментом статистического управления качеством и
применяются для сравнения получаемой по выборкам информации о текущем
состоянии процесса, с контрольными границами, представляющими пределы
собственной изменчивости (разброса) процесса.
Количественные данные представляют собой наблюдения, полученные с
помощью измерения и записи значений характеристик для каждого фактора,
рассматриваемого в подгруппе [9, C.153].
Построение
контрольных
карт
осуществляется
для
средних
арифметических отклонений и размахов (X- и R-карты) и начинается с
подготовки бланка контрольных карт. X- и R-карты всегда строятся одна над
другой: X-карта над R-картой, над ними указывается блок контрольных
значений. Значения X и R откладывались на вертикальных осях, номера
подгрупп (выборок) – на горизонтальных осях.
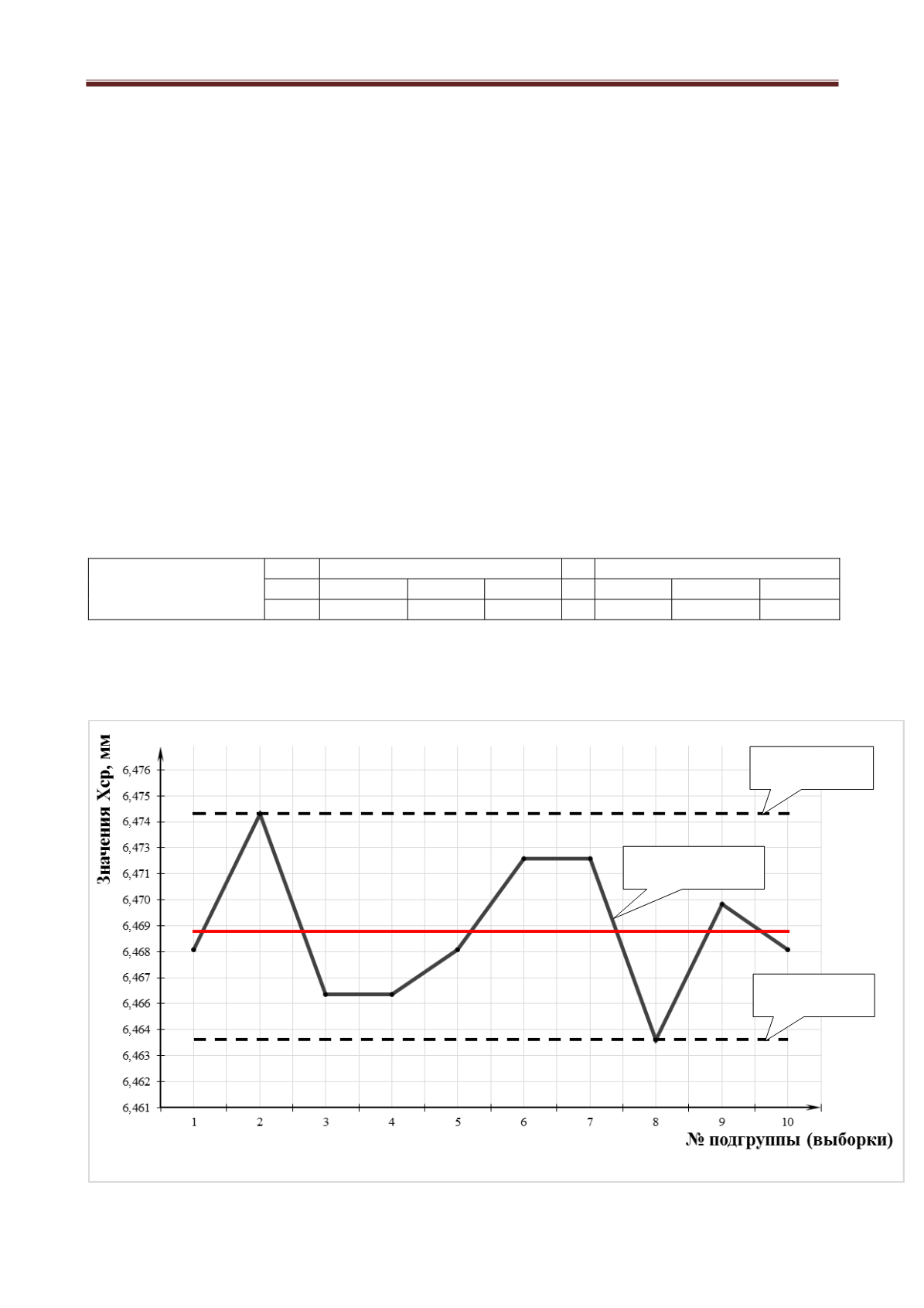
Таблица 5 - Оценка стабильности процесса
Контрольные
границы:
R-карта
X-карта
UCL
R
LCL
R
Rср
UCL
x
LCL
x
X
ср
0,04
0
0,029
6,474
6,464
6,4688
X-карта
Верхняя
контрольная
граница (
UCL
x
)
Нижняя
контрольная
гра ица (
LCL
x
)
Значения
X
ср
не выходят
за контрольные границы


