" Н а у к а м о л о д ы х " , 3 0 - 3 1 м а р т а 2 0 1 7 г . , А р з а м а с
П о с в я щ а е т с я 1 0 0 - л е т и ю Р о с т и с л а в а Е в г е н ь е в и ч а А л е к с е е в а
230
Отбор образцов в выборку осуществлялся случайным образом методами в
соответствии с ГОСТ 18321 [1].Согласно [1, п.2.1] продукция может быть
представлена на контроль одним из четырех способов: «ряд», «россыпь», «в
упаковке», «поток».В рассматриваемом случае был применен метод «россыпь»
[1, п. 2.1.3].
2 этап - учет всех факторов (признаков), относящихся к исследуемой
проблеме. Был проведен сбор и анализ данных по перечню дефектов в процессе
изготовления детали «Корпус» на участке штамповки механического цеха.
Продукция представлена на контроль «россыпью», количество единиц
продукции в партии составляет 5000 штук, необходимо проконтролировать
1000 штук. Единицы продукции уложены в 10 ящиков по 100 единиц в каждом.
Из каждогоящика отбираем для контроля по 10 любых единиц продукции.
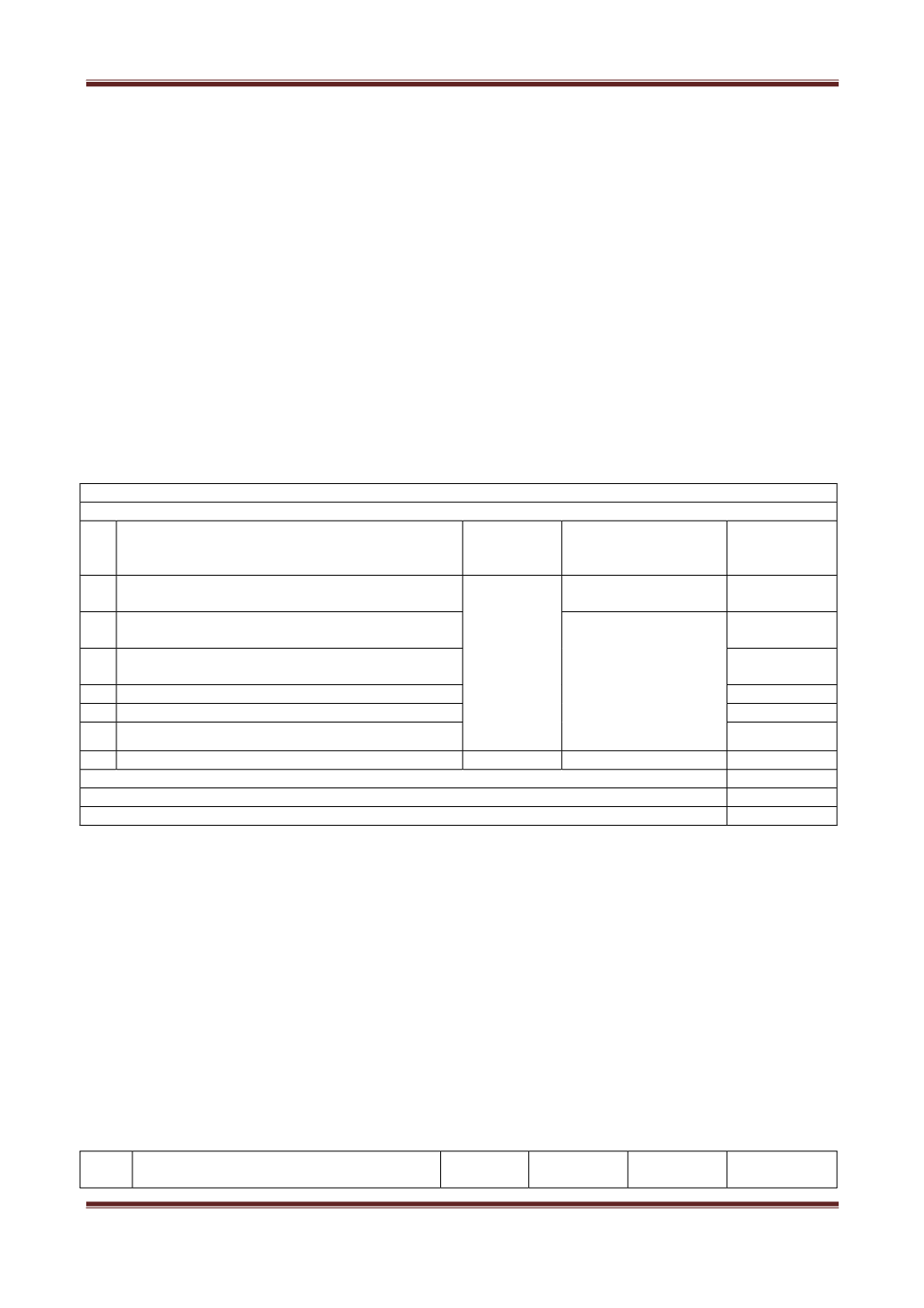
Результаты контроля приведены в таблице 2.
Таблица 2 - Контрольный листок по типам дефектов на деталь «Корпус»
Период проведения контроля, мес. - 01.04.16г.-30.04.16г.
№ партии: 145
№
п/
п
Характер (тип) дефекта
Цех,
участок
Технологическая
операция, на которой
возник дефект
Итог по типу
дефекта, шт
1. Заусенец на отверстии (ø3
+0,06
) мм
Механическ
ий цех,
участок
штамповки
Холодная штамповка
(пробивка отверстия)
4
2. Не выдержан контролируемый геометрический
размер ø 6,47±0,07 мм
Холодная штамповка
(формовка)
19
3. Недоформовка метки углубления для среднего
отвода (0,7 мм)
8
4. Нагартовка (наклеп) (ø5,6
+0,048
) мм
5
5. Утяжина в зоне упора ø6,47±0,07 мм
14
6. Разностенность ø(
6
055 ,0
015 ,0
+
+
) мм и ø6,47±0,07 мм
7
7. Прочие дефекты
3
Общее число проконтролированных единиц, шт.:
1000
Общее количество выявленных дефектов, шт:
60
Общий % брака деталей:
6%
3 этап - выявление первопричин, которые создают наибольшие
трудности, сбор данных по ним и их распределение по частоте возникновения.
Для оперативного определения первопричин брака были взяты данные по
детали «Корпус» из журнала анализа дефектных деталей, отказавших в
процессе производства по участку штамповки механического цеха за апрель
2016г. Исходя из описаний систематических дефектов заполняется таблица, в
которой отражены все проверяемые признаки несоответствий. Исследуемые
типы дефектов расположены соответственно частоте их выявления. При этом
«прочие дефекты» всегда записываются в последнюю строку. Результаты
приведены в таблице 3.
Таблица 3 - Исследуемые типы дефектов
№
п/п
Характер (тип) дефекта
Кол-во
дефектов,
Суммарное
кол-во
Процентное
соотношени
Кумулятивны
й процент


