М а т е р и а л ы X В с е р о с с и й с к о й н а у ч н о - п р а к т и ч е с к о й к о н ф е р е н ц и и
229
Расчеты
производились
на
основе
данных
нормирования
технологических потерь за период с января 2015г. по февраль 2017г.
включительно [10, С.154].Фиксированные показатели планового выхода
годных деталей, использующиеся при прогнозировании и оптимизации
объемов изготовления рассматриваемой детали, приведеныв таблице 1.
Таблица 1 - Ведомость выходов годных и коэффициентов запуска по
детали «Корпус»
Наименование
детали
Наименование
операции
Выход годных по
механическому цеху
(участку штамповки), %
Коэффициент запуска по
механическому цеху
(участку штамповки)
Корпус
Штамповка
94,0
1,0753
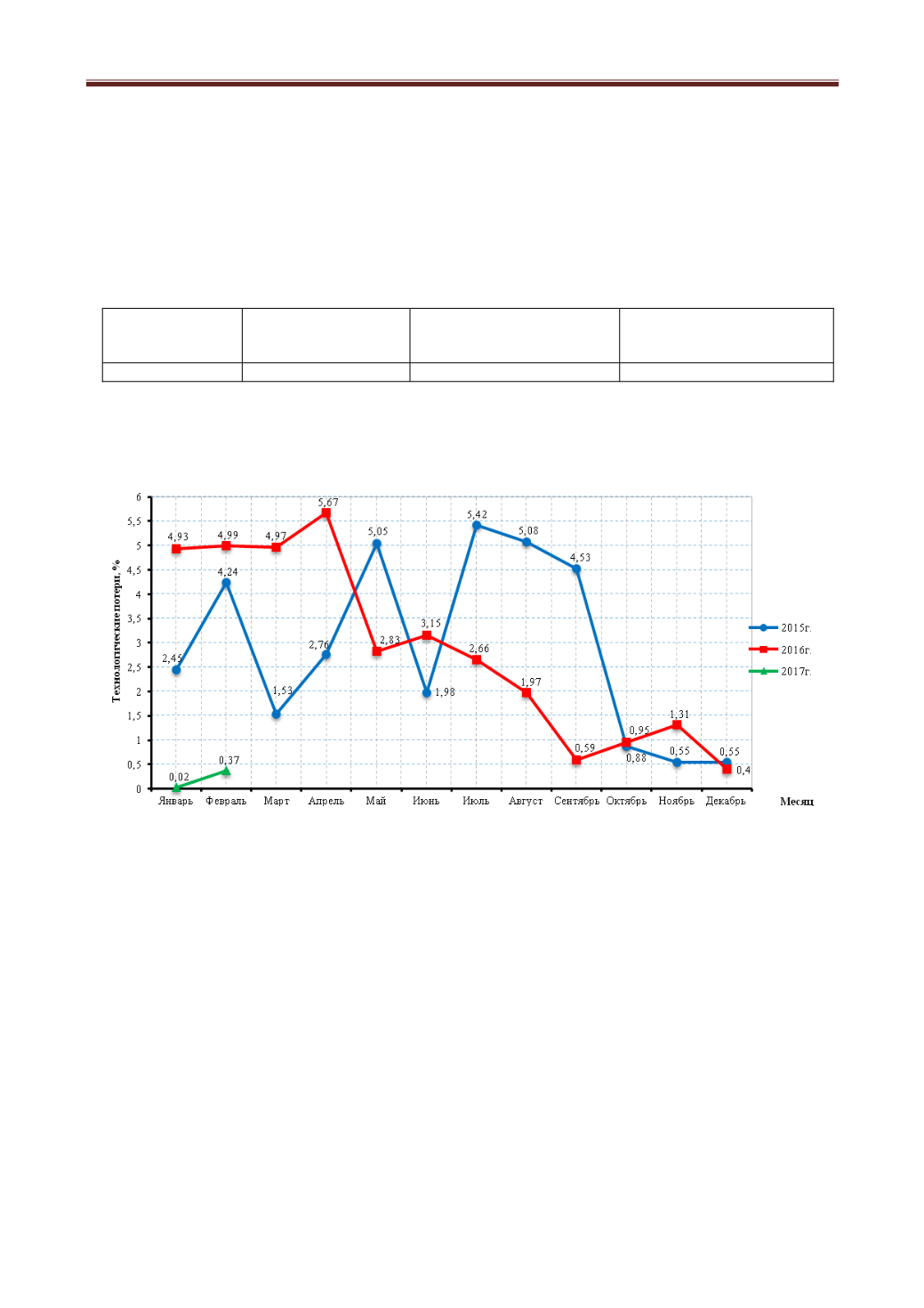
На рисунке 1 представлены статистические данные по технологическим
потерям, собранные на ОАО «Рикор Электроникс» в расчетный период.
Рис. 1 - Данные по технологическим потерям за отчетный период
В качестве оптимального варианта выявления причин проблемы (в
приведенном случае – выявление причин брака по видам дефектов),
применяется такой статистический метод управления качеством как диаграмма
Парето[6, C.19].
Цель метода - выявление проблем, подлежащих первоочередному
решению.
Построение диаграммы осуществлялось в несколько этапов:
1 этап - определение проблемы, которую надлежит решить.Проблема
заключается в большом количестве брака (технологических потерь).
Следовательно, ставится задача о выявлении факторов, влияющих на качество
заготовок.
Контроль осуществлялся визуально в течение месяца. Составлена
классификация по выявленным типам дефектов.


