" Н а у к а м о л о д ы х " , 3 0 - 3 1 м а р т а 2 0 1 7 г . , А р з а м а с
П о с в я щ а е т с я 1 0 0 - л е т и ю Р о с т и с л а в а Е в г е н ь е в и ч а А л е к с е е в а
182
диаметр (радиус) инструмента R
инст
, исходная шероховатость R
a
. В результате
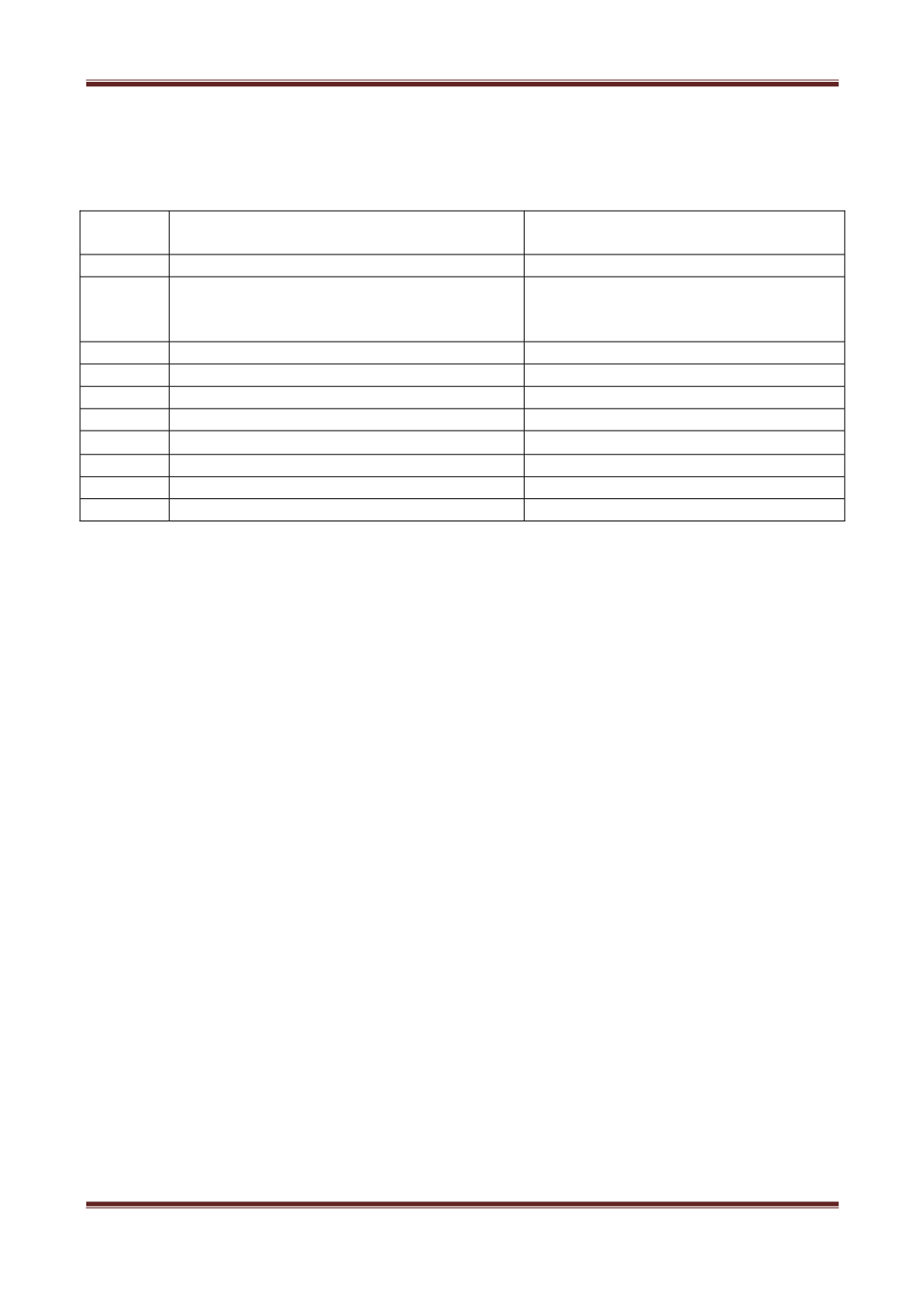
экспериментов установлены режимы обработки ГДУ, таблица 1.
Таблица 1- Режимы для обработки ГДУ
Вариант
режима
Состав
электролита
и
условия
электролиза
Основные
параметры
режима
обработки
1
2
3
Р-1
I=200а/дм
2
,t=40
0
С.
Стандартный
электролит
в
соотношении
100:1:
Н
2
СrО
4
=220-250 г/л, Н
2
SO
4
=2.2-3.5 г/л
Р=150Н, d=3мм,
S=0.05 -0.07мм/об,
А=1.5, n=1400об/мин
Р-2
I=150а/дм
2
,t=50
0
С
Р=250Н, d=4мм, S=0.11мм/об
Р-4
I=300а/дм
2
,t=55
0
С
Р=230Н, d=3мм, S=0.05-0.07мм/об
Р-5
I=300 а/дм
2
, t=40
0
С
Р=150Н, d=3мм, S=0.06-0.09мм/об
Р-9
I=240а/дм
2
, t=50
0
С
Р=200Н, d=3мм, S=0.06-0.09мм/об
Р-10
I=240а/дм
2
, t=50
°
С
P=200H, d=3мм, S=0.09-0.12 мм/об
Р-27
I=500а/дм
2
,t=60
0
С
Р=300Н, d=3мм, S=0.11мм/об
Р-28
I=500а/дм
2
,t=50
0
С
Р=300Н, d=4мм, S=0.15мм/об
Р-29
I=500а/дм
2
,t=40
0
С
Р=300Н, d=4мм, S=0.12-0.15мм/об
Режимы
комбинированного
упрочнения
определяют
качество
поверхности, производительности, себестоимости процесса, неправильно
выбранный режим обработки может снизить эксплуатационные свойства
деталей.
Практика и исследования показали, что оптимальные значения
геометрических параметров микрорельефа поверхности, с точки зрения
обеспечения высоких эксплуатационных свойств, лежат в весьма узких
пределах. Поэтому на рабочих поверхностях деталей перед нанесением
гальванопокрытий необходимо создавать регулярный микрорельеф с
однородными по высоте и форме неровностями, численные значения которых
должны быть выражены с большой степенью точности. Установлено, что с
точки зрения обеспечения высоких эксплуатационных характеристик деталей,
необходимо обеспечить усложненную кинематику движения инструмента.
Исследование прочности сцепления хромового покрытия с металлом
основы проводили методом отрыва штифта.
Суть методики заключается в следующем: изготавливались блок-
цилиндры, состоящие из разъемного полого цилиндра, в цилиндрической
поверхности которого сверлили 4-6 радиальных отверстий диаметром 3 мм, в
которые устанавливали плотно подогнанные штифты. Для фиксации штифтов
при механической и упрочняющей обработке и обеспечения их плотного
контакта с полуцилиндрами предусмотрены стопорные винты. Собранные
полуцилиндры со штифтами с торцов крепились крышками с помощью болтов.
Чтобы предотвратить попадание электролита во внутреннюю полость блока,
сопрягаемые поверхности полуцилиндров и крышек тщательно подгоняли и
уплотняли с помощью уплотнительных прокладок и колец. В крышках
выполнены отверстия с центрами для монтажа и центровки при


