М а т е р и а л ы X I I В с е р о с с и й с к о й н а у ч н о - п р а к т и ч е с к о й к о н ф е р е н ц и и
П о с в я щ а е т с я 8 5 - л е т и ю в ы с ш е г о п е д а г о г и ч е с к о г о о б р а з о в а н и я в А р з а м а с е и
8 0 - л е т и ю п р о ф е с с о р а В я ч е с л а в а П а в л о в и ч а П у ч к о в а
195
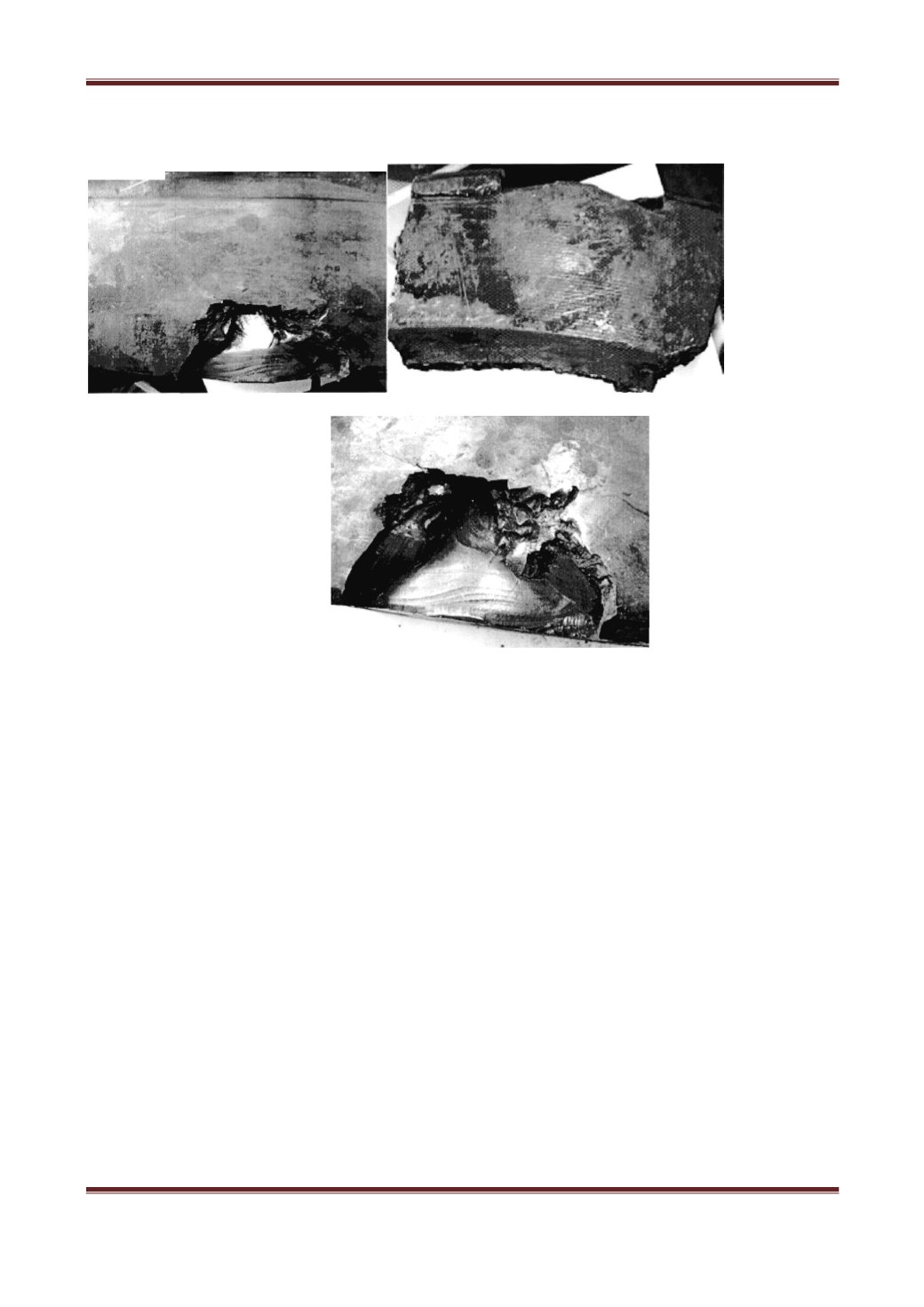
Внешний осмотр части колеса с дефектом выявил на поверхности откола
несколько зон с усталостными концентрическими бороздками (рис. 1, в).
а) поверхность катания колеса б) наружная поверхность колеса
в) внешний вид дефекта
Рис. 1. Колесо, изъятое из эксплуатации
Установлено, что выплавка и разливка металла для рассматриваемого
колеса, проводилась в соответствии с действующей на заводе технологической
документацией, технологические параметры плавки представлены в таблице,
нарушений технологии не выявлено. Контрольный химический анализ металла,
исследуемого колеса и анализ ковшевой пробы металла плавки соответствуют
требованиям ГОСТ 10791-89.
Нагрев заготовок под прокатку, прокатка, термическая обработка и
изотермическая выдержка колес плавки проводились в соответствии с
действующей технологической документацией.
Сдаточные испытания данной плавки прошли успешно. Механические
свойства и макроструктура сдаточного головного колеса соответствовали
требованиям ГОСТ 10791-89.
Во время простоя оборудования температура по зонам снижалась
согласно режимным картам работы кольцевых печей Ø30м №1, 2;
нарушений технологии нагрева заготовок под прокат нет; нарушений
технологии прокатки железнодорожных колес нет.


