" Н а у к а м о л о д ы х " , 2 6 н о я б р я 2 0 1 9 г . , А р з а м а с
П о с в я щ а е т с я 8 5 - л е т и ю в ы с ш е г о п е д а г о г и ч е с к о г о о б р а з о в а н и я в А р з а м а с е и
8 0 - л е т и ю п р о ф е с с о р а В я ч е с л а в а П а в л о в и ч а П у ч к о в а
188
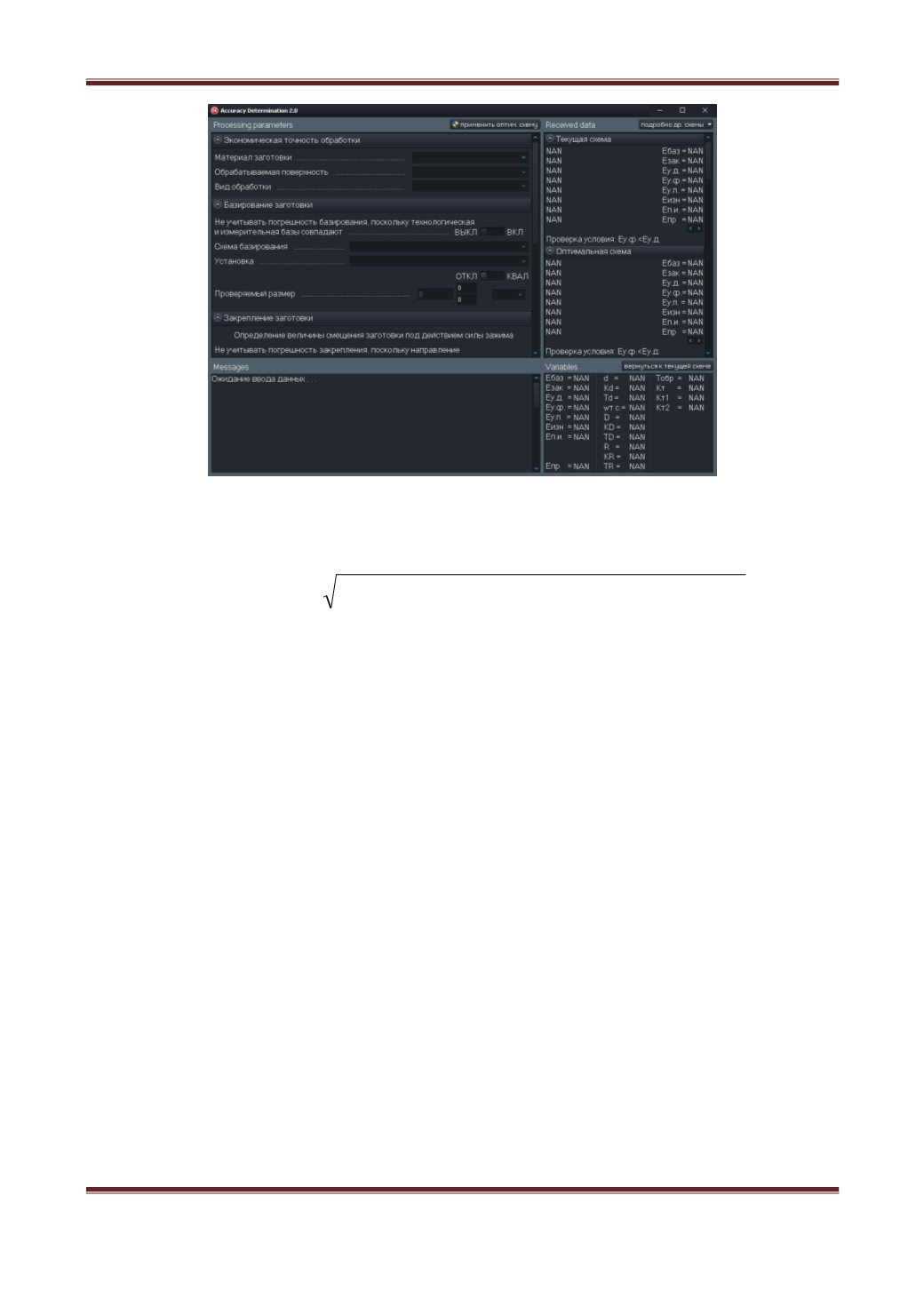
Рис. 1. Главное окно программы
Расчет осуществляется по следующей формуле [1]:
2
2
2
2
2
2
2
1
т.с.
т
п.и.
изн
у.п.
зак
баз
т т
пр
ω k ε ε ε ε
ε k kT ε
, (1)
где
пр
– погрешность изготовления приспособления, мм;
T – допуск на выполняемый размер, мм;
т
k
– коэффициент, учитывающий отклонения величин составляющих
погрешностей от закона нормального распределения,
2,1...0,1
т
k
;
1
т
k
– коэффициент, учитывающий использование настроенных станков
при определении погрешности базирования,
85,0... 80,0
1
т
k
;
баз
– погрешность базирования заготовки в приспособлении, мм;
зак
– погрешность закрепления, складываемая из сил закрепления,
приложенных к заготовке во время обработки, мм;
. .
пу
– погрешность установки, возникающая из-за зазоров в сопрягаемых
частях системы приспособление – станок, мм;
изн
– погрешность, связанная с износом установочных элементов
приспособления, мм;
. .
ип
– погрешность, связанная с перекосом инструмента, в устройствах,
определяющих направление, положение или траекторию обработки, мм;
2
т
k
– коэффициент, учитывающий долю погрешностей, не связанных с
приспособлением, в результирующей погрешности обработки,
8,0...6,0
2
т
k
;
..
ст
– экономическая точность используемого вида обработки, мм.


