СПЕЦИАЛЬНЫЕ ТЕХНОЛОГИИ ЛИТЕЙНОГО ПРОИЗВОДСТВА
358
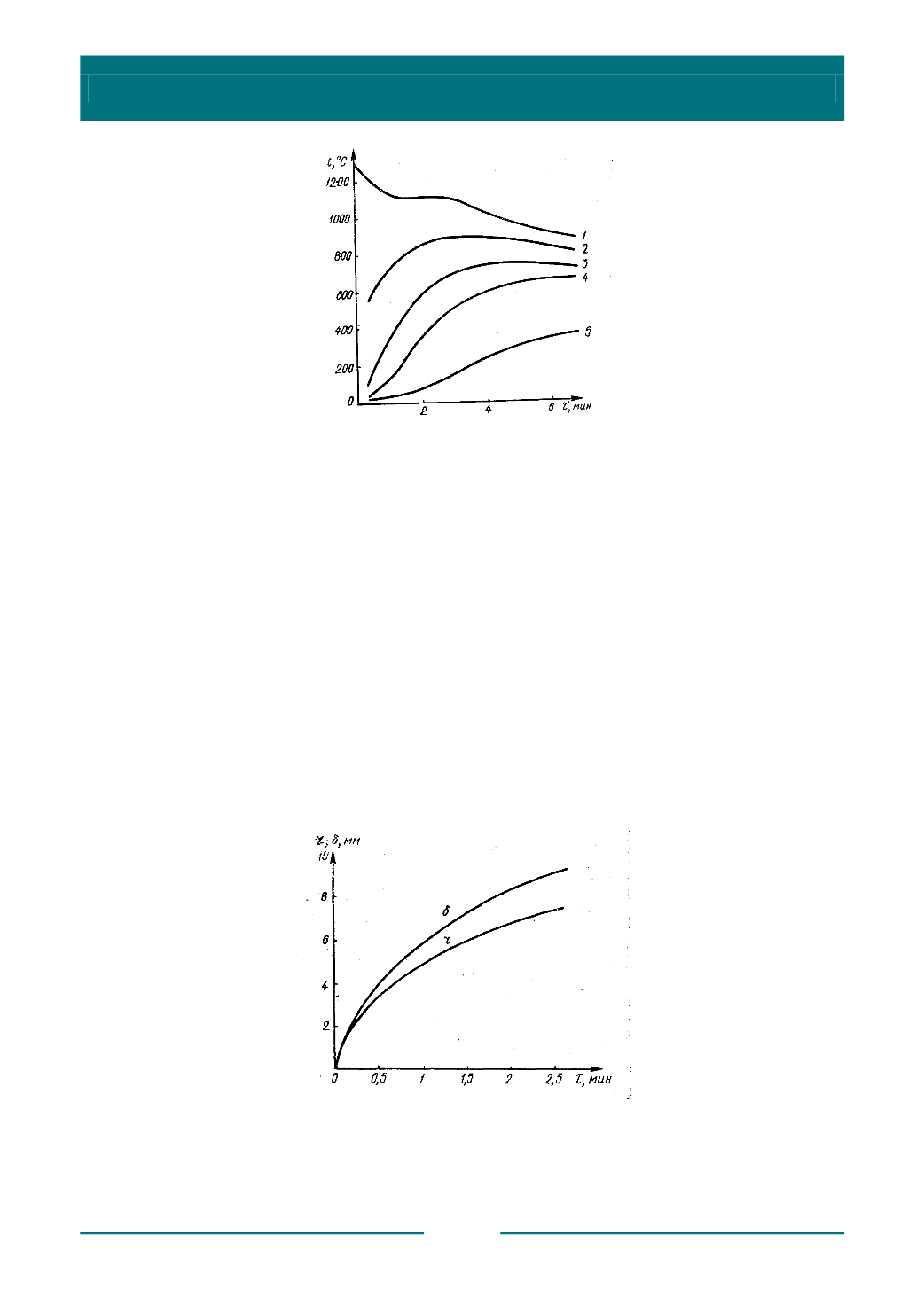
Рис. 8.3. Кривые распределения температуры в магнитной форме из ДСК-08
при затвердевании чугунной плитки:
1
– на границе «отливка-форма»;
2
– на расстоянии 4 мм от поверхности;
3
– на расстоянии 8 мм;
4
– на расстоянии 12 мм;
5
– на расстоянии 22 мм
Исследование показало, что слои материала формы, прилегающие к
отливке, нагреваются выше 600 °С и, следовательно, разупрочняются. Однако
нужно учитывать, что этот процесс сопровождается быстрым нарастанием
корки отливки.
На рис. 8.4 приведена кривая, характеризующая процесс нарастания корки
отливки. Для сравнения построена кривая зависимости толщины
разупрочненного слоя формы от времени остывания отливки. Как видно из
последнего графика, эти кривые близки друг к другу. На толщину
разупрочненного слоя существенно влияют примеси, содержащиеся в
ферромагнитном формовочной материале, особенно примесь кремния.
Рис. 8.4. Зависимость толщины корки отливки
r
и толщины
δ разупрочненного слоя формы из ДСК-08 от времени
затвердевания чугунной плитки размерами 150
×
150
×
15 мм


