СПЕЦИАЛЬНЫЕ ТЕХНОЛОГИИ ЛИТЕЙНОГО ПРОИЗВОДСТВА
356
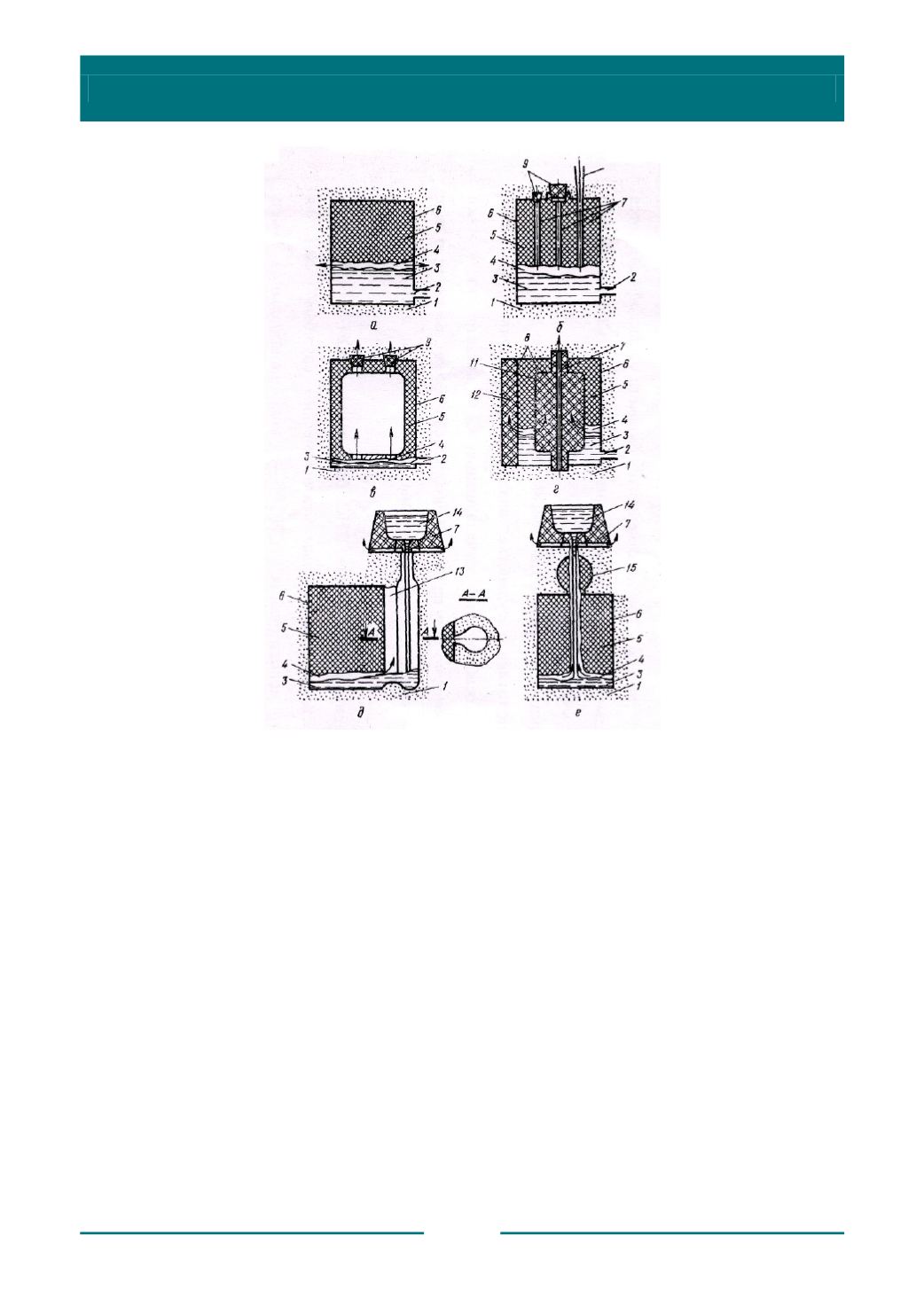
Рис. 8.2. Способы вентиляции литейной полости и системы подвода металла:
а,б,в,г
– сифонный подвод металла;
д
– щелевой;
е
– верхний;
1
– ферромагнитный формовочный материал;
2
– сифонный подвод металла;
3
– расплав;
4
– газовый зазор;
5
– модель из пенополистирола;
6
– слой краски;
7
– вентиляционные каналы;
8
– участок модели, не покрытой краской;
9
– стержневая пробка;
10
– выпор;
11
– стержень внутренний;
12
– стержень внешний;
13
– щелевая подводяще-питающая литниковая система;
14
– чаша с диафрагмой;
15
– прибыль (стрелками показано направление движения газа)
При сифонной заливке форм модели выполняют со сквозными каналами
(рис. 8.2,
б
) или полыми (рис. 8.2,
в
). Выходные отверстия из модели закрывают
стержневыми пробками, или при формовке в них вставляют модель выпора
(из дерева, алюминия или другого немагнитного материала), удаляемую после
наложения магнитного поля. При этом в форме образуются сквозные полые
каналы, через которые в процессе заливки легко удаляются газы. Устройство
выпора нежелательно, так как к металлу отливки может привариваться дробь.
Полые модели дают хорошие результаты, но при малой толщине стенок в отливке


