СПЕЦИАЛЬНЫЕ ТЕХНОЛОГИИ ЛИТЕЙНОГО ПРОИЗВОДСТВА
350
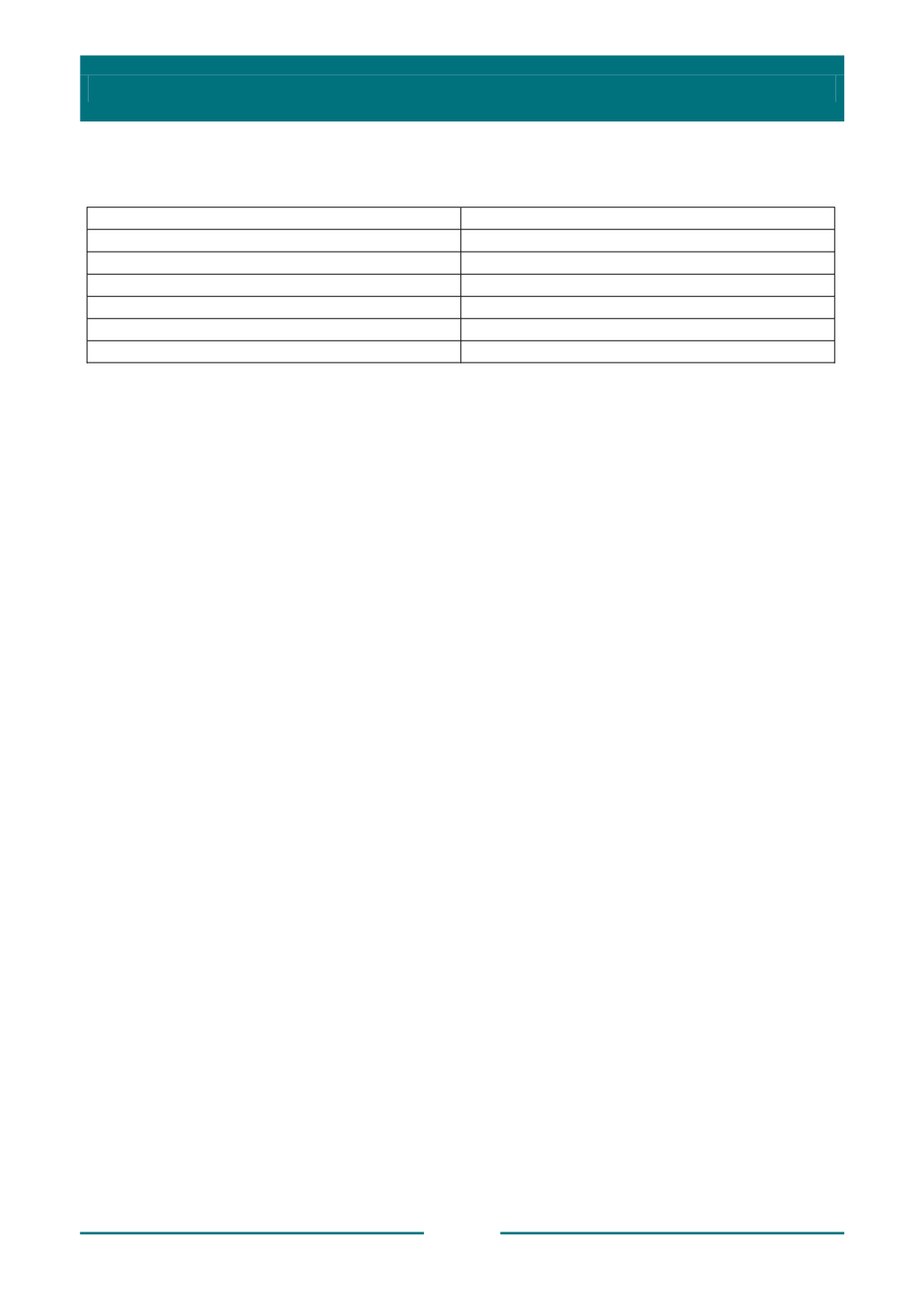
Противопригарная краска на основе железного порошка
Таблица 8.8
Составляющие покрытия
Содержание, % по массе
Вода
41
Маршалит
37
Железный порошок
18
Бентонит
2,51
Декстрин
1,4
Пентахлорофинат натрия
0,06
Противопригарные покрытия на основе этилсиликата можно применять для
получения стальных отливок с внутренними полостями без использования
стержней. В этом случае отливки имеют чистую поверхность (без пригара)
даже в самых узких полостях.
Краску на модель наносят окунанием или опрыскиванием. Количество слоев
краски зависит от требуемой толщины покрытия. После внесения каждого слоя его
сушат на воздухе. Для ускорения сушку производят в атмосфере газов,
ускоряющих гелеобразование связующих. Применяемый способ нанесения
противопригарного покрытия на пенополистироловую модель должен
обеспечивать получение равномерного слоя, обладать достаточно высокой
производительностью и отвечать необходимым требованиям гигиены труда.
Способ нанесения покрытий кистью является одним из распространенных,
прост и не требует специального оборудования. Недостаток способа – малая
производительность и повышенная трудоемкость.
Нанесение покрытия окунанием наиболее удобно для мелких моделей, так
как дает возможность получить равномерное покрытие по всей поверхности
модели из-за действия выталкивающей силы.
При нанесении покрытий пульверизацией получается равномерное по
толщине и свойствам покрытие с ровной поверхностью при высокой
производительности. Недостаток данного процесса – большой объем
образующегося при распылении противопригарной краски аэрозоля, что требует
выполнения этой операции в специальных камерах для соблюдения
санитарно-гигиенических условий труда.
Способ нанесения покрытий механическим бестуманным распылением без
помощи воздуха с гигиенической точки зрения наиболее приемлем. Отсутствие
воздушной струи резко снижает загазованность рабочих мест, интенсифицирует
процесс получения покрытий.


