СПЕЦИАЛЬНЫЕ ТЕХНОЛОГИИ ЛИТЕЙНОГО ПРОИЗВОДСТВА
354
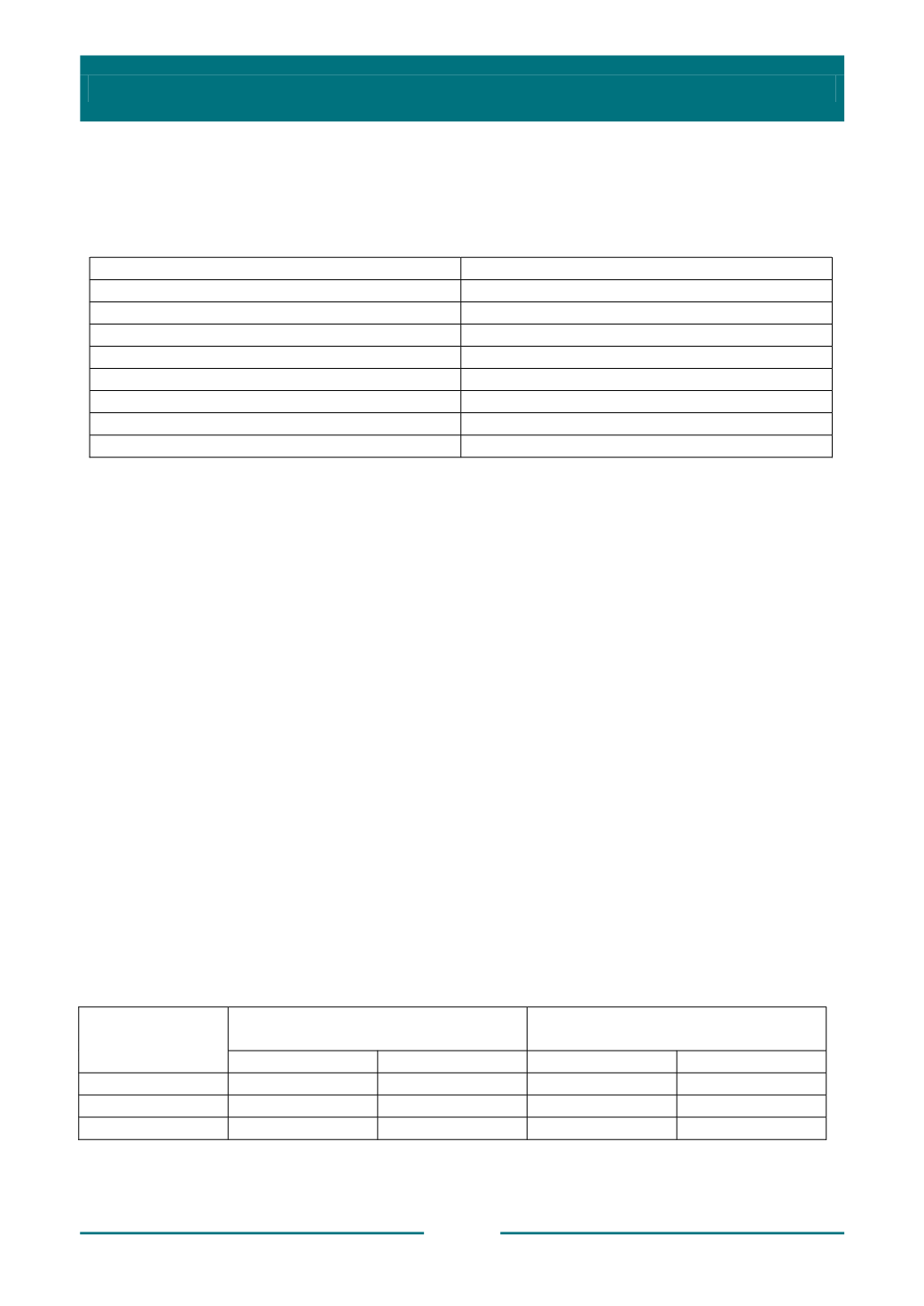
Газопроницаемость
некоторых
ферромагнитных
материалов
приведена в табл. 8.9.
Газопроницаемость ферромагнитных материалов
Таблица 8.9
Марка материала
Газопроницаемость
ДСЛ-08
2000
ДЧЛ-08
2000
ДЧК-08
1620
ДСК-03
1350
ДСК-03
520
ДСК-03
480
ПМЖ1М
150
Песчано-глинистая смесь (для сравнения)
100
Исследование газопроницаемости различных ферромагнитных формовочных
материалов показало, что величина индукции упрочняющего магнитного поля не
влияет на величину газопроницаемости. Это является признаком того, что
изменения плотности укладки частиц ферромагнитного материала в форме под
влиянием не происходит.
При конструировании литниковой системы необходимо руководствоваться в
первую очередь спокойным и равномерным способом заполнения формы, которое
может быть обеспечено сифонным рассредоточенным подводомметалла к модели.
Литниковая система, выполненная из пенополистирола, в процессе
изготовления формы (нанесение противопригарного покрытия, транспортировка
комплектов моделей, установка и вибрация при формовке) испытывает
механические нагрузки. Поэтому для элементов литниковой системы следует
производить проверочный расчет прочности. При сборке литниковой системы и
креплении к ней модели в условиях массового производства рационально
применять бесклеевую сборку. Для простых по конфигурации отливок расчет
литниковой системы может быть произведен по средней скорости подъема
металла в форме (табл. 8.10).
Скорость подъема металла в форме
Таблица 8.10
Толщина стенок
отливки, мм
Оптимальная скорость, см/с
Максимально допустимая скорость,
см/с
чугун
сталь
чугун
сталь
10
2,5
5,0
3,5
7,0
20
2,0
4,0
3,0
6,0
40
1,5
3,0
2,5
5,0


