СПЕЦИАЛЬНЫЕ ТЕХНОЛОГИИ ЛИТЕЙНОГО ПРОИЗВОДСТВА
225
Пар подают через перфорированную трубку, которая крепится к верхней
части автоклава. Крышка автоклава подвешивается на специальном кронштейне
для облегчения его передвижения при открывании и закрывании. При закрывании
автоклава крышка прижимается болтами к резиновой прокладке, впрессованной в
специальном углублении корпуса. Также используют автоклавы с нагревателями, в
том случае если подача в цех пара затруднена.
Сброс конденсата происходит с помощью специального вентиля.
Надо заметить, что попадание конденсированной воды на гипсовые формы,
обработанные паром, во избежание их размокания недопустимо.
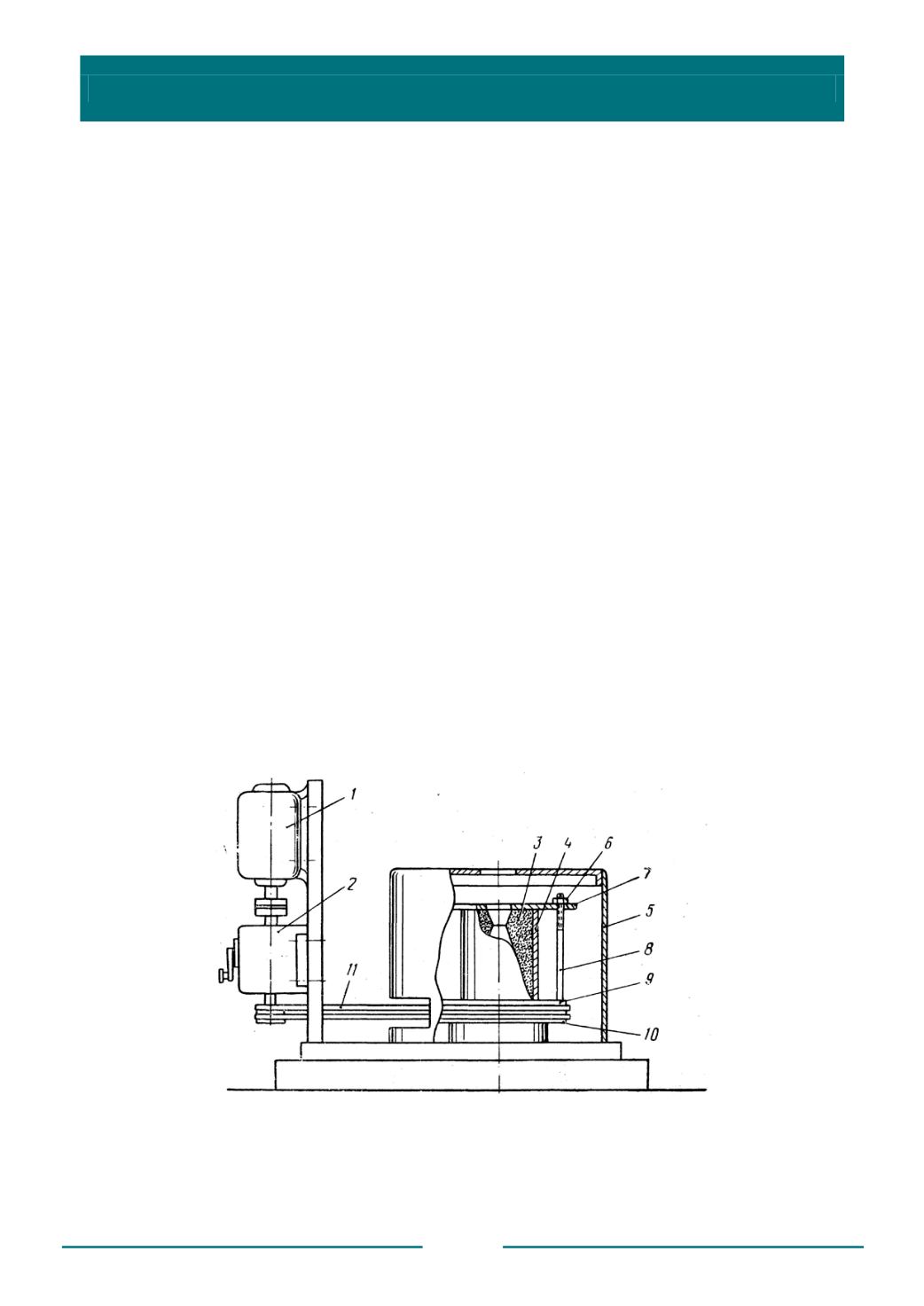
Известно, что тонкостенные детали лучше всего отливать с использованием
центробежной машины, особенно когда металл поступает в холодные или слегка
нагретые формы для получения высоких механических свойств отливок. На
рис. 5.8 приведена конфигурация центробежной машины для отливки фасонных
деталей. Машина позволяет крепить разные по высоте формы, обычно от 100 до
500 мм, и массой до 50…60 кг. Форму устанавливают на вращающийся стол
центробежной машины и прижимают к нему специальной планкой, через которую
пропущены два болта с навинчивающимися на них гайками. Болты ввинчиваются
также и во вращающийся стол центробежной машины. Планка толщиной около
30 мм в средней части содержит отверстие диаметром 100 мм, через которое
металл поступает в форму. Двигатель с редуктором установлен на вертикальной
стойке сварной станины центробежной машины. Редуктор позволяет регулировать
скорость вращения формы в пределах 100…1000 об/мин.
Способ вакуумного всасывания металла в форму довольно широко
применяется при литье в гипсовые формы.
Рис. 5.8. Центробежная машина с вертикальной осью вращения:
1
– электродвигатель;
2
– редуктор;
3
– форма;
4
– опока;
5
– кожух;
6
– гайка;
7
– планка;
8
– болт;
9
– вращающийся стол;
10
– шкив;
11
– текстропный ремень


