СПЕЦИАЛЬНЫЕ ТЕХНОЛОГИИ ЛИТЕЙНОГО ПРОИЗВОДСТВА
229
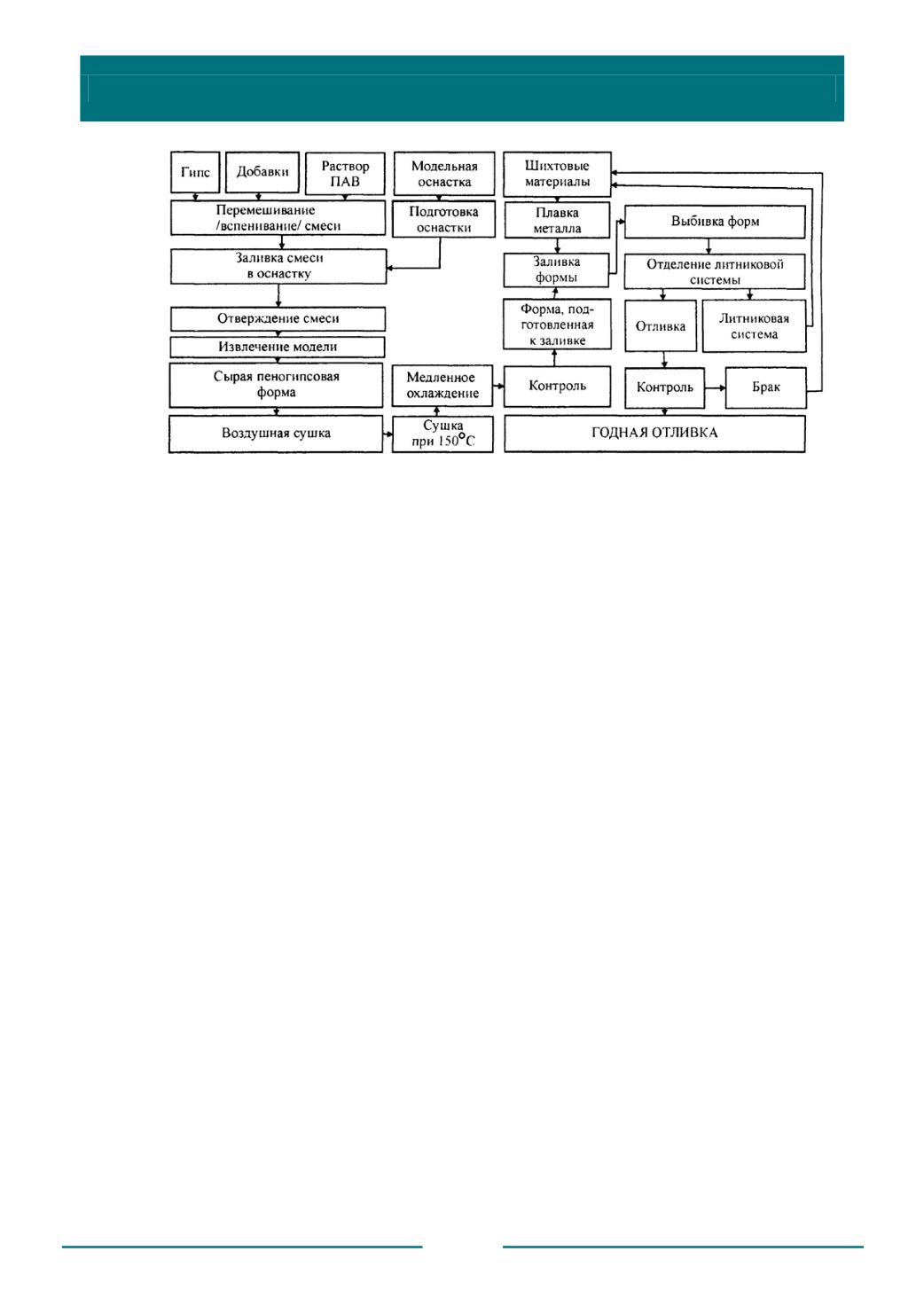
Рис. 5.10. Схема технологического процесса изготовления
отливок в гипсовых формах
Кратко технология изготовления форм состоит в следующем. Хорошо
просеянные и высушенные компоненты смеси: высокопрочный гипс,
волластонит – 4,7 % и портландцемент белый марки 500 – 1,1 % загружают в
смеситель и тщательно перемешивают. В качестве жидкой фазы применяют
дистиллированную воду, в которой растворено пенообразующее
поверхностно-активное вещество (ПАВ) в количестве 1,5 г на 1 л воды.
Смесь на основе гипса готовят так, чтобы выполнялось соотношение: сухая
смесь – жидкость 1:1 (по массе). Сухую смесь порциями вводят в жидкость, а не
наоборот. Далее состав перемешивают быстроходной мешалкой со скоростью
вращения 1300…1800 об/мин в течение 30…40 с. При вспенивании происходит
увеличение объема, что нужно контролировать. По окончании введения сухих
компонентов состав сразу заливают в опоку. Считается, что 6…8 мин живучести
смеси до начала ее схватывания является оптимальным с точки зрения ее
физико-механических свойств.
Регулируют сроки схватывания смеси введением сернокислого калия
(ускоритель) и 10%-ного водного раствора лимоннокислого натрия (замедлитель).
В частности, 0,5 г сернокислого калия на 1,1 л гипсовой смеси уменьшает время
отверждения на 5 мин, а 1 мл 10%-го водного раствора лимоннокислого натрия
увеличивает отверждение на 10 мин.
Смесь отверждается в течение как минимум 30…45 мин, после чего готовая
форма извлекается из оснастки. Далее форму сушат при нормальных условиях в
течение 24-х часов и досушивают, сначала осуществляя медленный нагрев
до 150 °С в течение 45 мин, затем выдерживая при 150 °С 9 ч и охлаждая вместе с


