СПЕЦИАЛЬНЫЕ ТЕХНОЛОГИИ ЛИТЕЙНОГО ПРОИЗВОДСТВА
37
формирующейся отливки будут такими же, как и в неограниченной песчаной
форме. Температурное поле в облицовочном слое небольшой толщины без
существенной ошибки может быть принято линейным. С момента прогрева
облицовочного слоя температура в месте контакта облицовки и опоки будет
повышаться, и условия теплопередачи от
отливки изменятся по сравнению с
неограниченной формой. При относительно
тонкой опоке перепадом температуры по ее
толщине пренебрегаем, и теплопередача от
отливки будет определяться условиями
теплообмена на внешней поверхности
опоки. Отсюда можно принять, что если в
отливке к этому моменту не останется
жидкой фазы, то она затвердеет как в
объемной форме. Если же отливка
затвердеет не полностью, то в последующем
на ее затвердевание можно оказывать
влияние,
используя
особенности
тонкостенной формы.
Математически граничные условия
между объемной и тонкостенной формой
можно представить в виде теплового
баланса, отнесенного к единице площади
отливки и формы к моменту прогрева
стенки:
ф
акк
кр
пер
Q Q Q Q
,
(1.6)
где
Q
пер
– теплота перегрева жидкого металла;
Q
кр
– теплота кристаллизации;
Q
акк
– теплота, аккумулированная затвердевшей корочкой металла;
Q
ф
– теплота,
аккумулированная стенкой формы к моменту ее прогрева.
Таким образом, если при
ф
акк
кр
пер
Q Q Q Q
,
(1.7)
имеется жидкая фаза в отливке, то отливка затвердевает как в тонкостенной
форме. Составляющие теплового баланса при линейном распределении
температуры в отливке через теплофизические и геометрические параметры
формы и отливки типа плиты выражаются:
)
(
кр
ж111
пер
T Tc X Q
(1.8)
111
кр
X Q
(1.9)
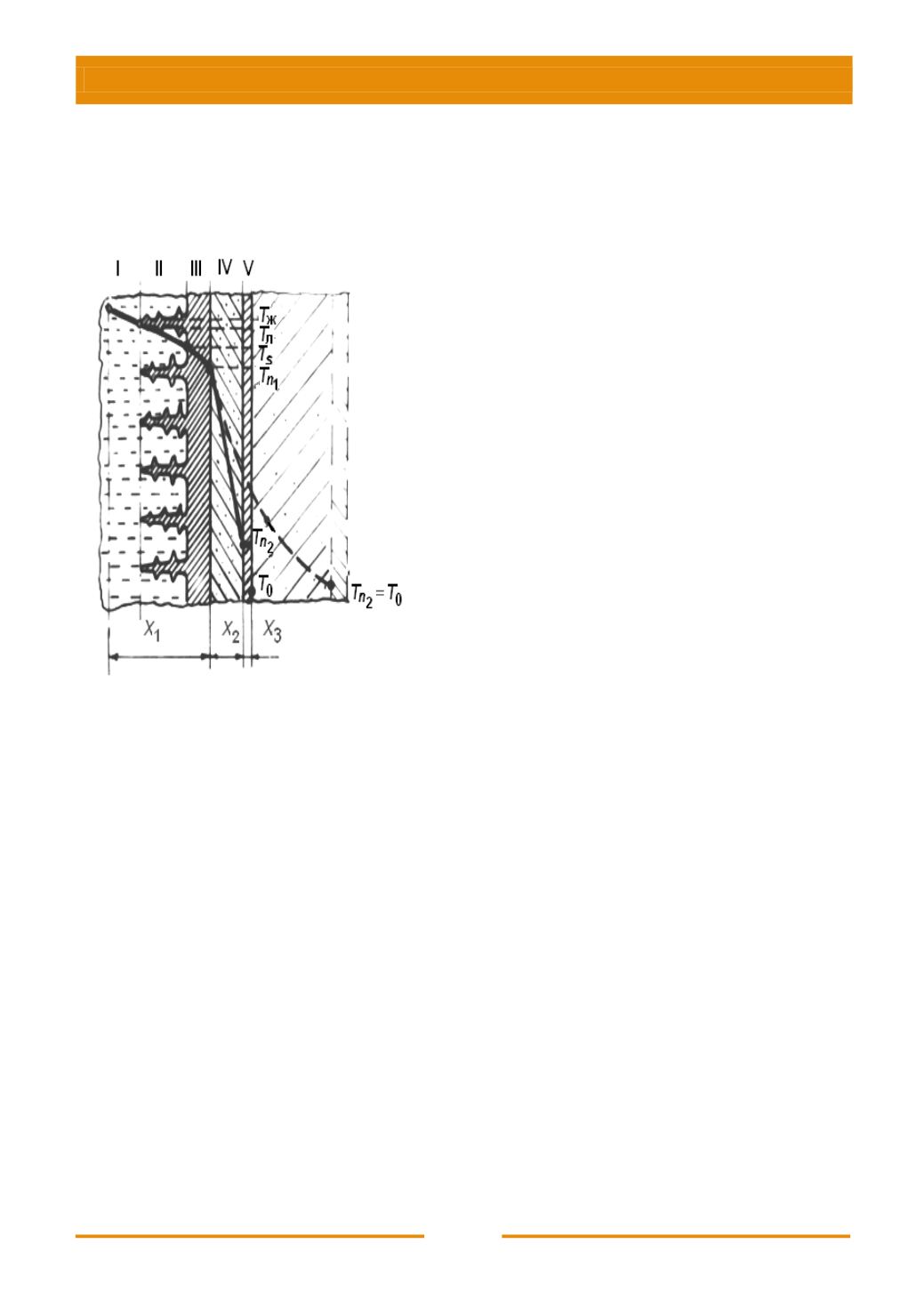
Рис. 1.8. Сравнительная схема
распределения температуры
в металлооболочковой (-) и
объемной формах (- - -)


