СПЕЦИАЛЬНЫЕ ТЕХНОЛОГИИ ЛИТЕЙНОГО ПРОИЗВОДСТВА
36
Из анализа приведенных кривых и данных таблицы следует, что при малой
толщине отливки (2
X
1
= 30 мм) принудительное охлаждение заметно не
изменяет продолжительность затвердевания. При больших отношениях 2
X
1
/X
2
представляется возможность на толстостенных отливках сокращать
продолжительность затвердевания в несколько раз.
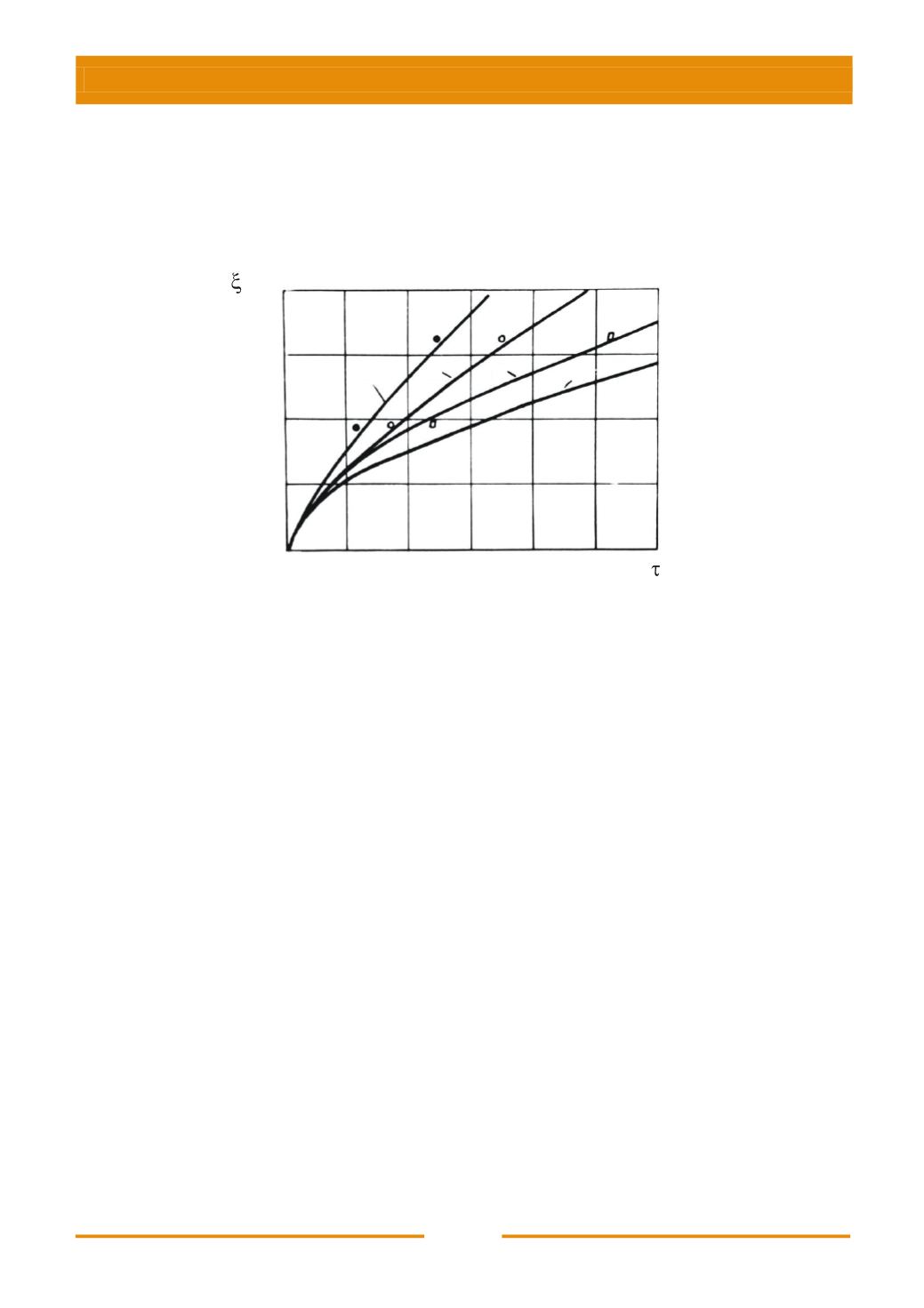
Рис. 1.7. Кинетика нарастания твердой корки:
1
– металлооболочковая форма (
Х
2
=0,015 м,
2
=180 Вт/(м
2
К);
2
– то же (
Х
2
=0,015 м,
2
=65 Вт/(м
2
К);
3
– объемная керамическая форма;
4
– объемная жидкостекольная форма
1.3.2. Определение границ тепловой эффективности
металлооболочковой формы упрощенным способом
Проведенный анализ затвердевания отливок показал, что в тонкостенных
металлооболочковых
формах
возможно
существенное
сокращение
продолжительности затвердевания отливки за счет применения регулируемого
внешнего охлаждения. Эта особенность данных форм достигается при
определенных соотношениях между толщиной отливки 2
X
1
и толщиной
облицовочного слоя смеси
X
2
с соответствующими теплофизическими
свойствами.
Однако использование выражения (1.5) для практических целей довольно
сложно и трудоемко. На практике часто возникает необходимость просто
оценить тепловую эффективность металлооболочковой формы с точки зрения ее
использования, задаваясь определенным соотношением толщины отливки (2
Х
1
)
и толщины облицовочного слоя (
Х
2
).
Для определения тепловой эффективности металлооболочковой формы на
рис. 1.8 схематично представлены температурные поля в системе отливка–
тонкостенная металлооболочковая форма и для сравнения в системе отливка –
объемная форма [16]. При этом приняты следующие допущения.
До момента прогрева облицовочного слоя условия отвода теплоты от
0,06
0,04
0,02
600 1200 1800 2400 3000
, м
, с
1
2
3
4


