СПЕЦИАЛЬНЫЕ ТЕХНОЛОГИИ ЛИТЕЙНОГО ПРОИЗВОДСТВА
211
прижимные плиты передвигаются вправо, заполняя металлом образующийся зев
с левой стороны
А
.
При вращении приводных эксцентриковых валов расстояние между
точками
1
пар I и II и точками
2
будет различным (рис. 7.3), поэтому суппорт
2
(рис. 7.1) будет смещаться в ту или иную стороны относительно пары II,
находящейся в обоймах
13
(рис. 7.2).
Литейно-ковочный модуль горизонтального типа имеет ряд существенных
преимуществ перед вертикальной установкой. «Естественный» горизонтальный
выход профиля из установки не требует дополнительных конструкций для
организации приема и дальнейшей транспортировки профиля. Двухручьевое
производство профиля повышает производительность установки при более
равномерном во времени распределении нагрузки на ее силовые узлы.
Компактное расположение модуля, шестеренной клети и двигателя сокращает
необходимые производственные площади и облегчает эксплуатацию установки.
7.2. Технологические особенности процесса получения
непрерывнолитых деформированных заготовок с использованием
литейно-ковочного модуля
Особенностями
технологического
процесса
изготовления
непрерывнолитых деформированных заготовок (НЛДЗ) является то, что
применение ЛКМ позволяет в непрерывном режиме получать деформированные
заготовки непосредственно из расплавленного металла. Таким образом, в одном
устройстве совмещены три технологических процесса получения заготовок:
непрерывное литье, жидкая штамповка и горячая обработка металлов
давлением. Следовательно, технологические параметры совмещенного процесса
должны соответствовать требованиям, предъявляемым к каждому из процессов
в отдельности. С этой целью, исходя из конструктивно-технологических
особенностей горизонтального составного кристаллизатора, условно разделим
его на три основных участка, отличающихся различными условиями
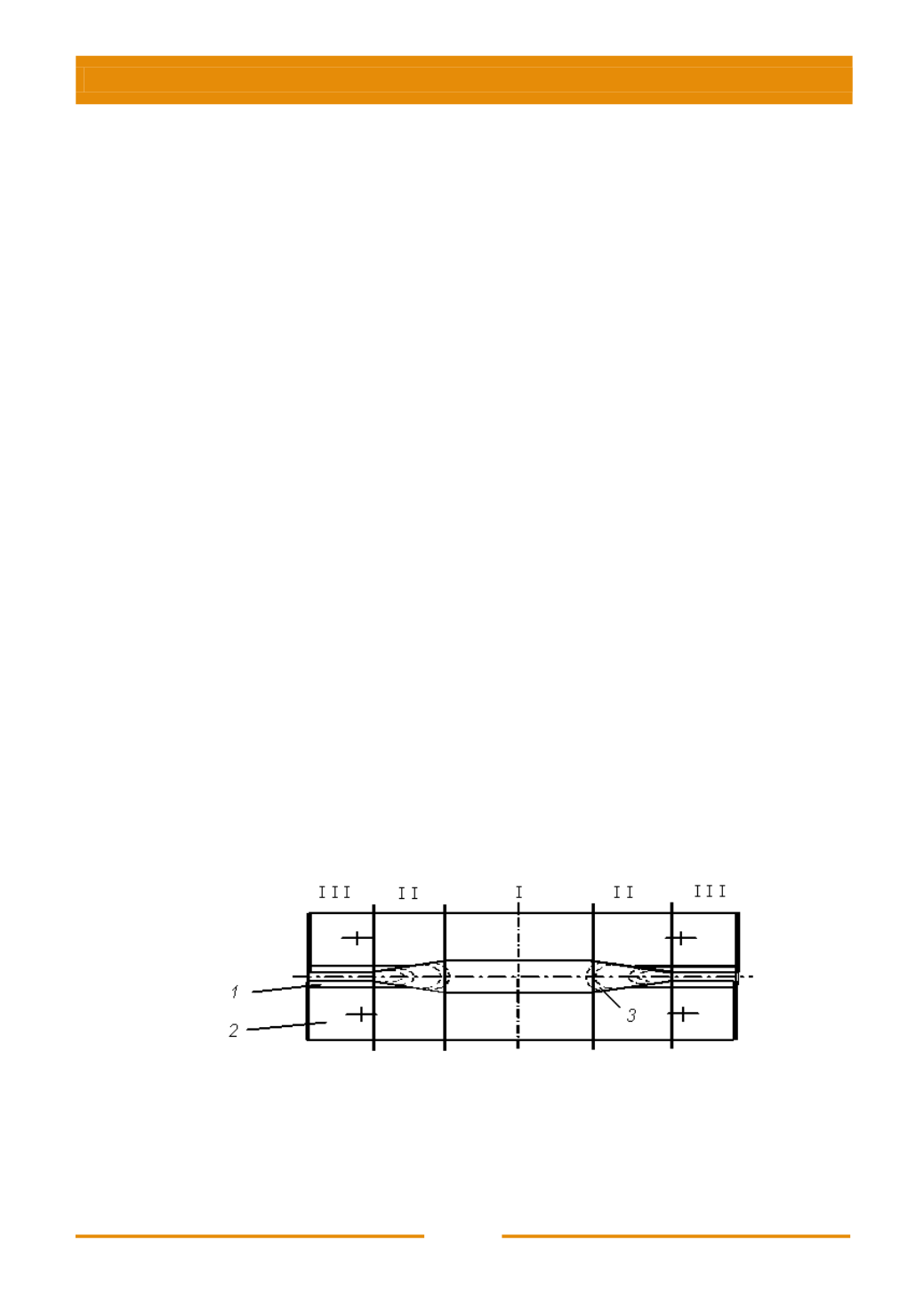
теплообмена затвердевающего металла со стенками кристаллизатора. На рис. 7.4
представлена схема расположения участков кристаллизатора.
Рис. 7.4. Схема расположения участков кристаллизатора:
I – участок пассивного охлаждения; II – участок активно-пассивного
охлаждения; III – участок активного охлаждения;
1
– водоохлаждаемые бойки
парных боковых стенок;
2
– суппорты парных боковых стенок;
3
– водоохлаждаемые контуры верхней и нижней горизонтальных стенок


