ПЛАВИЛЬНЫЕ ПЕЧИ ЛИТЕЙНЫХ ЦЕХОВ
119
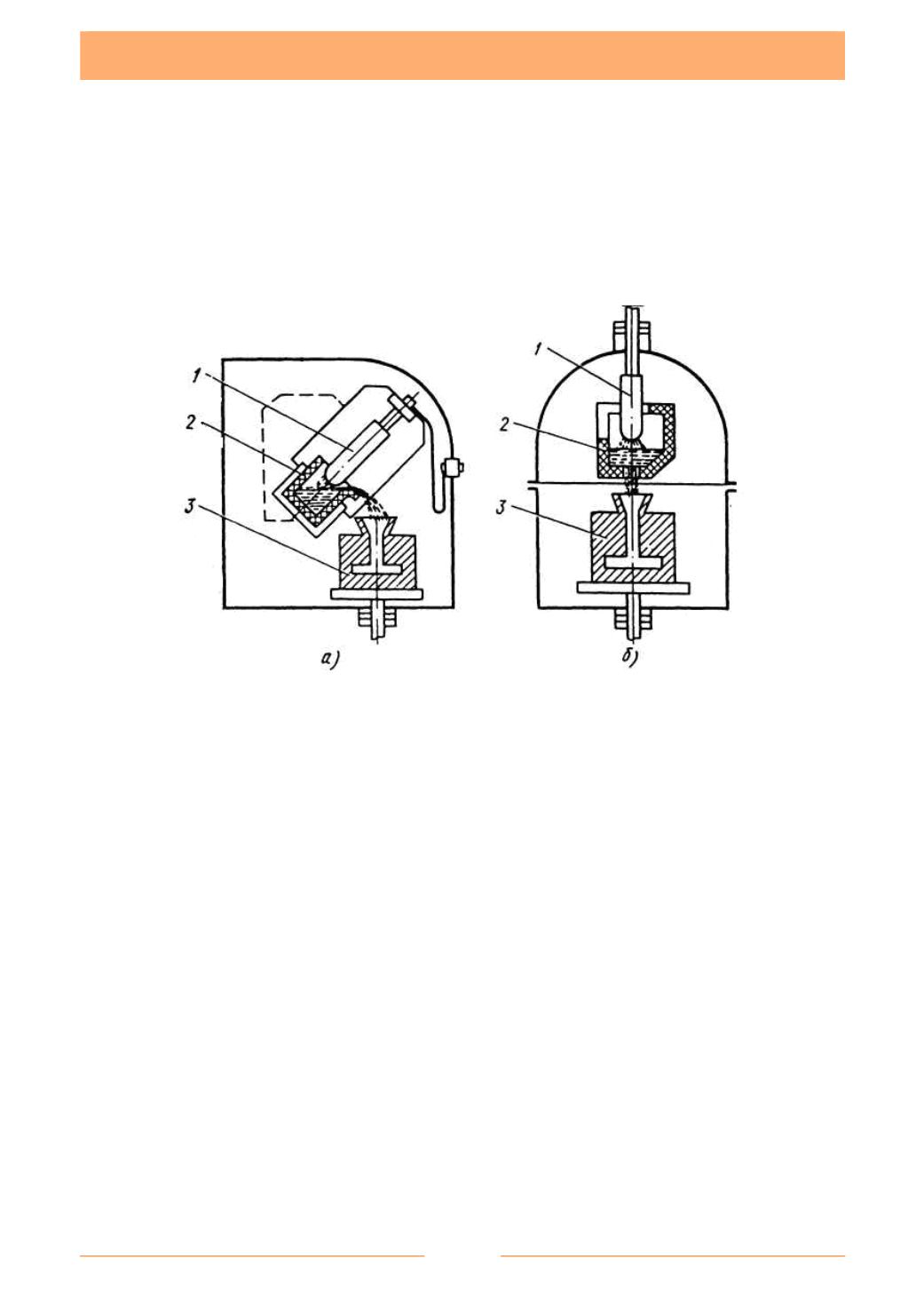
наклоняющегося узла тигель – электрод внутри неподвижного корпуса
(рис. 4.24,
а
) или поворотного коробчатого тигля с затопляемым сливным от-
верстием или лёткой (рис. 4.24,
б
). В последнем случае лётка расположена в бо-
ковой стенке тигля с таким расчётом, чтобы до неё не доходил уровень жидкого
металла во время плавки. После поворота тигля (на угол 90
°
) лётка оказывается
внизу, а относительное положение электрода и зеркала ванны не меняется, по-
этому дуга может гореть во время слива.
Рис. 4.24. Схемы вакуумных дуговых гарнисажных печей
с разливкой металла при горящей дуге:
а
– печь с наклоняющимся тиглем – электродом;
б
– печь с коробчатым тиглем;
1
– электрод;
2
– тигель;
3
– форма
В печах второй группы перед разливкой металла дуга не выключается и
остаток электрода поднимается, чтобы не мешать повороту тигля. При этом
скорости подъёма электрода и поворота тигля при сливе металла должны быть
достаточно большими во избежание охлаждения жидкого металла, заливаемого
в форму. Печи с разливкой металла после выключения дуги широко распро-
странены в промышленности.
На рис. 4.25 приведена вакуумная дуговая гарнисажная печь для плавки
титановых сплавов и получения из них отливок. Печь выполнена по схеме раз-
ливки металла после выключения дуги. Камера
1
печи представляет собой го-
ризонтальный цилиндр из нержавеющей стали с водоохлаждаемыми стенками
и крышками на торцах. Внутри камеры расположен графитовый гарнисажный
тигель
2
, охлаждаемый водой, и стол центробежной машины, на который с по-
мощью поворотного крана
7
загружают контейнер
5
с литейными формами.
Снаружи камеры на верхнем фланце установлен механизм
3
перемещения рас-
ходуемого электрода, состоящий из электромеханического привода для опуска-
ния электрода во время плавления и пневмоцилиндра для быстрого подъёма
электрода перед сливом металла из тигля. Разливка металла производится по-


